
تحقيق دقة ±0.1 مم في الطباعة ثلاثية الأبعاد: التقنيات والنصائح
تحقيق دقة ±0.1 مم في الطباعة ثلاثية الأبعاد ممكن باستخدام تقنيات التصنيع الإضافي الصناعية مثل الطباعة المجسمة (SLA) والتلبيد بالليزر الانتقائي (SLS). يتطلب النجاح في تحقيق هذه الحدود الدقيقة مزيجا من بصريات الليزر عالية الدقة، وبيئات حرارية محكمة بدقة، وتصميم خبير لقدرة التصنيع (DFM) لتعويض انكماش المادة. بالنسبة لفرق الهندسة بين الشركات، يضمن الوصول إلى هذا المستوى من الدقة أن تعمل النماذج الأولية المطبوعة ثلاثية الأبعاد بشكل صحيح في التجميعات المعقدة، مما يقلل من خطر التغييرات التصميمية المكلفة قبل الانتقال إلى الإنتاج الضخم.
<الشكل class="wp-block-image size-large">
التقنيات الصناعية القادرة على الطباعة ثلاثية الأبعاد عالية الدقة
ليست كل طرق التصنيع الإضافي قادرة على تلبية متطلبات التفاوتات الصناعية الصارمة. بينما تعتبر طابعات FDM المكتبية ممتازة لنمذجة المفاهيم في مراحلها المبكرة، إلا أنها غالبا ما تواجه صعوبة في الاستقرار البعدي المطلوب للهندسة الاحترافية. تعتمد خدمات الطباعة ثلاثية الأبعاد عالية الدقة على منصات صناعية تحافظ على الاتساق عبر كامل لوحة البناء. تستخدم هذه الأجهزة حساسات متقدمة لمراقبة بيئة البناء في الوقت الحقيقي، مع تعديل المعايير لضمان التزام كل طبقة بمواصفات CAD الأصلية.
اختيار التقنية المناسبة هو الخطوة الأولى لضمان ملاءمة أجزائك كما هو مقصود. في SunOn، نستخدم أنظمة صناعية متقدمة لتقديم الدقة المطلوبة ل النماذج الأولية المطبوعة بتقنية 3D للإلكترونيات الاستهلاكية، حيث يمكن حتى انحراف 0.2 مم أن يمنع الغلاف من الانكسار معا. فهم الميكانيكا الفيزيائية لكل عملية يسمح للمهندسين بتصميم أجزاء تستغل نقاط القوة في التكنولوجيا المختارة.
الطباعة المجسمة (SLA) لدقة X-Y فائقة
تعتبر SLA على نطاق واسع أدق تقنية الطباعة ثلاثية الأبعاد للمكونات البصرية وعالية التفاصيل. يعمل باستخدام ليزر UV لمعالجة راتنج الفوتوبوليمر السائل طبقة تلو الأخرى. نظرا لأن حجم بقعة الليزر يمكن أن يكون صغيرا يصل إلى 0.05 مم، يمكن لتحليل البقعة الليزرية (SLA) التقاط ميزات معقدة لا تغفل عنها الطرق الأخرى. تجعل هذه الدقة الخيار الأساسي ل الطباعة ثلاثية الأبعاد النموذجية للأجهزة الطبية، حيث يجب على النماذج التشريحية أو الأدلة الجراحية مطابقة بيانات المرضى بدقة قصوى.
تساهم الطبيعة السائلة للراتنج أيضا في الحصول على تشطيبات سطحية أفضل. على عكس الأنظمة المعتمدة على المسحوق، فإن أجزاء SLA شبه متساوية الاتجه، مما يعني أن لها قوة وأبعاد ثابتة في جميع الاتجاهات. ومع ذلك، يجب على المهندسين أخذ الانكماش الكيميائي الذي يحدث أثناء عملية المعالجة بالأشعة فوق البنفسجية في الاعتبار. تستخدم مكاتب الخدمات المهنية إزاحات خاصة في برامج التقطيع الخاصة بها ل "بناء مفرط" أبعاد معينة، لضمان استقرار الجزء النهائي تماما عند الهدف ±0.1 مم.
التلبيد بالليزر الانتقائي (SLS) للاستقرار البعدي
يستخدم SLS ليزر عالي القدرة لدمج مسحوق الترمولاستيك الحراري، عادة نايلون PA12. بينما يتفوق SLA في التفاصيل الدقيقة، غالبا ما يفضل SLS للعمل النموذج الأولي المطبوع ثلاثي الأبعاد لمكونات السيارات التي يجب أن تتحمل الإجهاد الميكانيكي. عملية SLS متينة بطبيعتها لأن المسحوق غير المتحول يعمل كهيكل دعم مستمر، مما يسمح بهندسة معقدة دون الحاجة إلى إزالة دعم يدوية قد تشوه أبعاد الأجزاء أحيانا.
تحقيق ±0.1 مم في SLS يتطلب إدارة حرارية متقنة. يتم تسخين غرفة البناء إلى ما دون نقطة انصهار المسحوق بقليل. إذا كانت عملية التبريد سريعة جدا أو غير متساوية، قد تتشوه الأجزاء أو "رقائق البطاطس"، مما يؤدي إلى عدم دقة الأبعاد. يدير مشغلو SLS الصناعية هذا من خلال استخدام دورات "تبريد" محكمة يمكن أن تستمر حتى مدة الطباعة نفسها. هذا الصبر يضمن تحييد الإجهادات الداخلية، مما ينتج عنه أجزاء مطبوعة ثلاثية الأبعاد دقيقة تحافظ على شكلها مع مرور الوقت.
العوامل المؤثرة على دقة الأبعاد في التصنيع الإضافي
الدقة البعدية في التصنيع الإضافي ليست رقما ثابتا؛ بل هي نتيجة لعدة متغيرات متفاعلة. يجب أن يتضمن دليل تحولات الطباعة ثلاثية الأبعاد أكثر من مجرد مواصفات الجهاز. يجب أن يأخذ في الاعتبار سلوك المادة، وتعقيد الهندسة، والمعلمات المحددة المستخدمة أثناء البناء. على سبيل المثال، الأسطح الكبيرة والمسطحة أكثر عرضة للالتواء من الهياكل الصغيرة المضلعة. فهم هذه القيود القائمة على الفيزياء هو ما يميز فرق البحث والتطوير ذات الخبرة عن أولئك الذين يواجهون إخفاقات متكررة في التجميع.
يجب على مديري التوريد أن يدركوا أن "الدقة" هي جهد تعاوني بين المصمم والمصنع. عندما تطلب خدمات الطباعة ثلاثية الأبعاد عالية الدقة، فأنت في الأساس تشتري قدرة الشركة المصنعة على التنبؤ والتعويض عن هذه المتغيرات. في SunOn، تحدد عملية الاقتباس التي يقودها DFM مخاطر الدقة المحتملة قبل بدء تشغيل الآلات، مما يسمح لنا باقتراح تعديلات تصميمية طفيفة تؤدي إلى نتائج أبعاد أفضل بكثير.
عوامل انكماش المواد والانكماش الحراري
<الشكل class="wp-block-image size-large">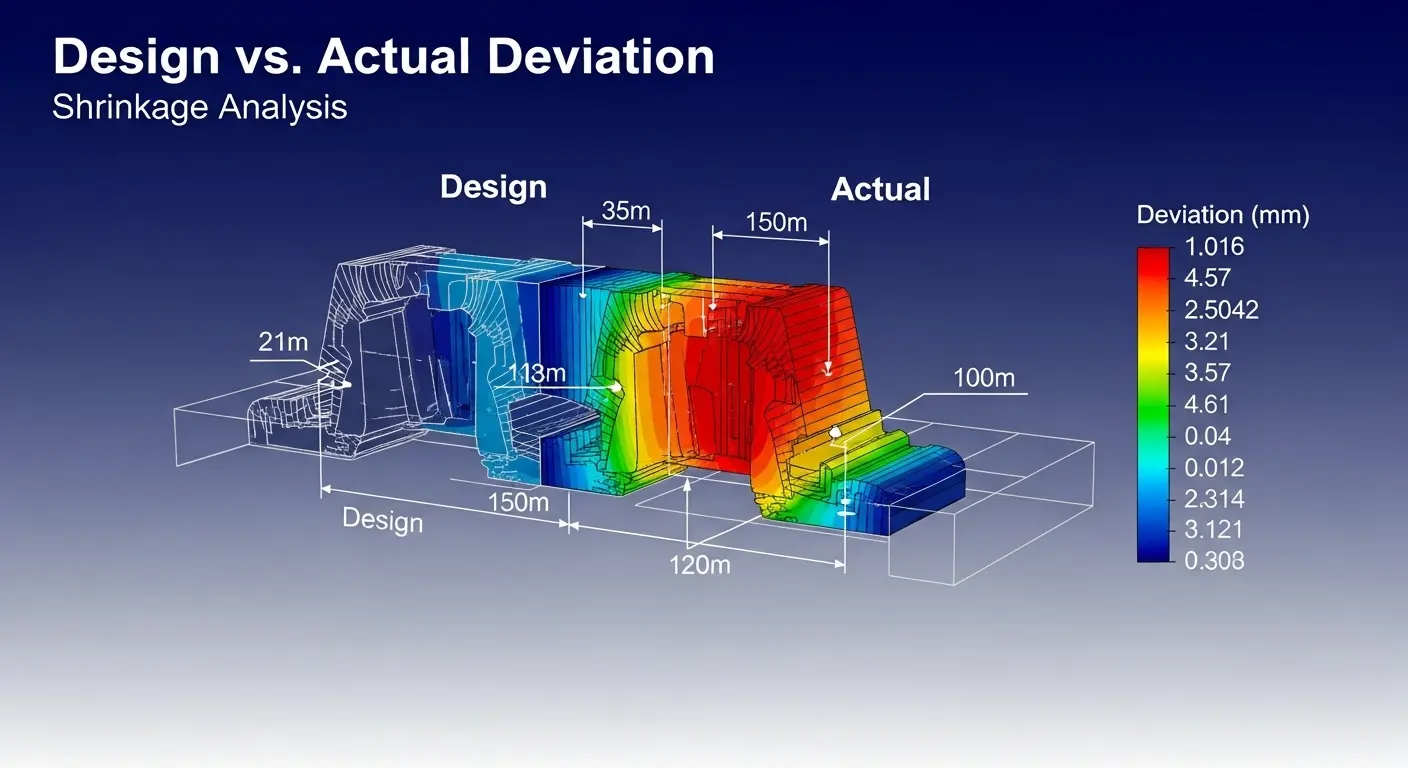
كل مادة تستخدم في الطباعة ثلاثية الأبعاد تخضع لتغير طوري، إما من سائل إلى صلب، أو من حالة منصهرة إلى قاسية. خلال هذا الانتقال، تنكمش المادة بشكل طبيعي. إذا كان لدى المادة معدل انكماش بنسبة 1٪، فإن قطعة 100 مم ستصبح 99 مم إذا لم يتم تطبيق تعويض. تستخدم الخدمات عالية الدقة أوراق بيانات مواد متقدمة لتطبيق عوامل مقياس دقيقة على نموذج CAD قبل الطباعة.
الانكماش الحراري يمثل تحديا خاصا في الطباعة ثلاثية الأبعاد المعدنية أو البلاستيك عالي الحرارة. عندما يبرد الجزء من مئات الدرجات إلى درجة حرارة الغرفة، تنقبض الطبقات الخارجية أسرع من النواة. يمكن لهذا الدلتا سحب الميزات من المحاذاة. استخدام مواد ذات معاملات تمدد حراري أقل أو تحسين نمط "التفريس" للليزر يمكن أن يقلل بشكل كبير من هذه التأثيرات، مع إبقاء الجزء ضمن نافذة ±0.1 مم.
دور توجيه الأجزاء وهياكل الدعم
كيفية جلوس جزء في الآلة — اتجاهه — يؤثر بشكل مباشر على دقته. في SLA، توجيه جزء بزاوية 45 درجة يمكن أن يحسن السطح لكنه قد يسبب بعض درجات السلم على الأقطار الحرجة. وعلى العكس، عادة ما تؤدي طباعة الثقب عموديا إلى استدارة أفضل من طباعتها أفقية. تلعب هياكل الدعم أيضا دورا مزدوجا: فهي تثبت الجزء في مكانه وتعمل كمشتت حرارة لسحب الطاقة الحرارية بعيدا عنه، مما يمنع التشوه الموضعي.
وضع الدعم الاستراتيجي هو فن في نماذج أولية مطبوعة ثلاثية الأبعاد مخصصة. إذا كانت الدعامات سميكة جدا، يصعب إزالتها وقد تترك ندوبا تتطلب صنفرة كثيفة، مما يغير الأبعاد النهائية. إذا كانت رقيقة جدا، قد تتحرك القطعة أثناء البناء. يقوم الفنيون الخبراء بموازنة هذه العوامل لضمان بقاء الجزء مستقرا طوال عملية الإضافة، مع الحفاظ على التفاوتات المطلوبة.
مراقبة الجودة في SunOn: التحقق من معايير تحمل ±0.1 مم
<الشكل class="wp-block-image size-large">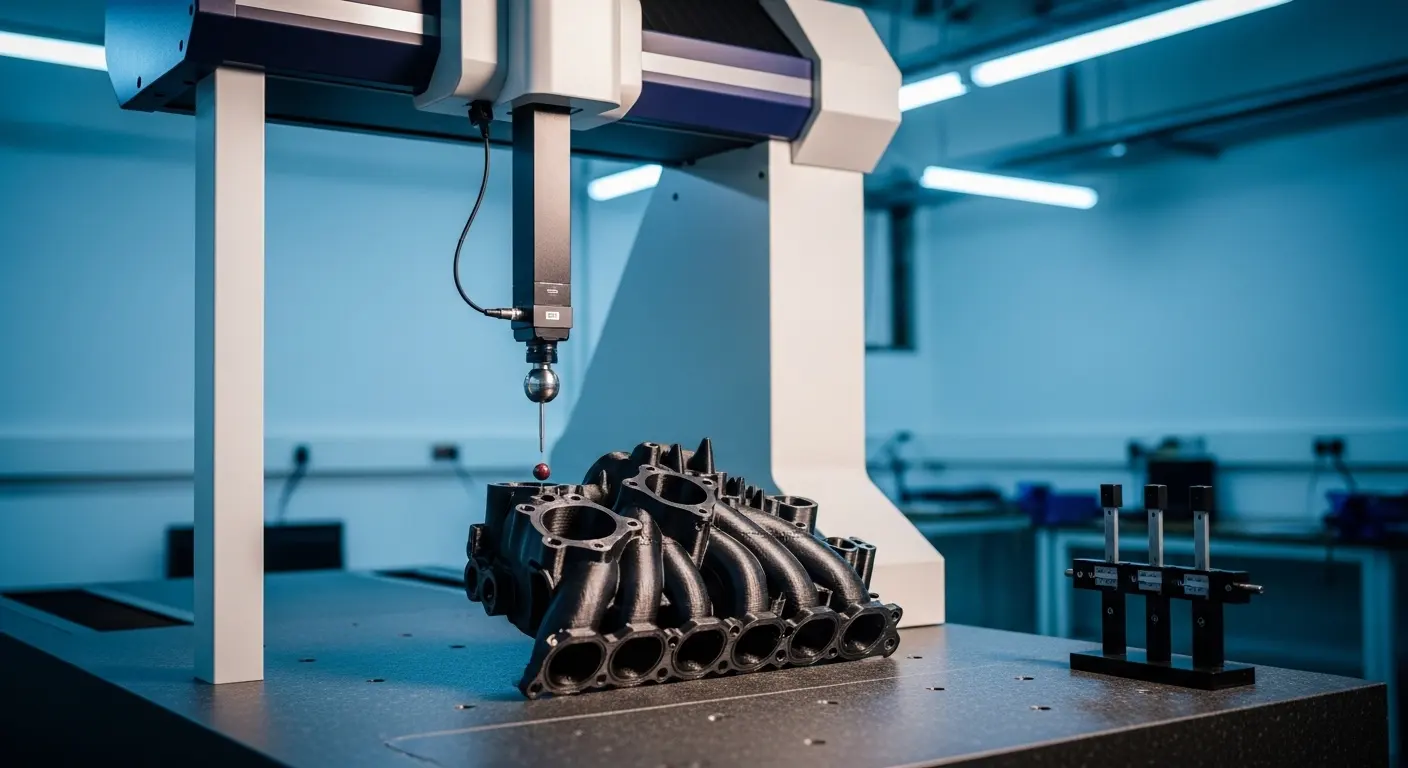
الادعاء بالدقة أمر سهل؛ إثباته يتطلب بنية تحتية متطورة لضمان الجودة. في عالم تصنيع الأعمال بين الشركات، "الثقة ولكن التحقق" هي الإجراءات التشغيلية القياسية. عندما نوفر قطع غيار للتطبيقات الطبية أو السياراتية، ندعم مطالباتنا بالبيانات. يستخدم مختبر مراقبة الجودة في SunOn مجموعة من أدوات القياس عالية الدقة لضمان أن كل جزء يخرج من منشأتنا يلبي متطلبات التحمل الخاصة بالعميل.
<الشكل class="wp-block-table">| SLA المتري | SLS | Precision | FDM (صناعي) |
| التفامح القياسي | ±0.1مم أو ±0.1٪ | ±0.2mm أو ±0.2٪ | ±0.25mm |
| الحد الأدنى لسمك الجدار | 0.5 مم | 0.8mm | 1.0mm |
| تشطيب السطح (Ra) | 1.6 - 3.2 ميكرومتر | ،6.3 - 12.5 ميكرومتر | ،12.5 - 25 ميكرومتر |
| ، التطبيق النموذجي | :الهياكل عالية التفاصيل | ، التروس الوظيفية، | الحوامل الكبيرة |
نستخدم أجهزة قياس الإحداثيات (CMM) وماسحات ضوئية ثلاثية الأبعاد لمقارنة الجزء الفيزيائي مع ملف CAD الرقمي الأصلي. هذا يخلق "خريطة حرارية" للانحرافات. إذا أظهر جزء انحرافا ثابتا في اتجاه واحد، يمكننا استخدام تلك البيانات لتحسين معايرتنا للدفعة التالية. هذا النظام المغلق للجودة هو السبب في أننا شريك مفضل للعلامات التجارية العالمية التي لا تستطيع تحمل المخاطر المرتبطة بالتوريد غير الموثق "من الخارج".
نصائح احترافية لتصميم أجزاء مطبوعة ثلاثية الأبعاد عالية الدقة
للحصول على أفضل النتائج من خدمات الطباعة ثلاثية الأبعاد عالية الدقة، يجب على المهندسين اتباع بعض مبادئ التصميم "الدقة أولا". أولا، صمم دائما وفقا لقيود التكنولوجيا الخاصة. على سبيل المثال، إذا كنت بحاجة إلى تركيب ±0.1 مم على عمود وفتحة، فكر في تصميم الثقب بحجم أكبر قليلا ليأخذ في الاعتبار "التصلب الزائد" الشائع في طباعة الراتنج. هذه ممارسة قياسية في DFM تضمن انزلاق الأجزاء معا بسلاسة دون الحاجة إلى التعبئة اليدوية.
ثانيا، دمج الأضلاع والجوسيتس لتوفير صلابة هيكلية. الألواح المسطحة والرقيقة هي عدو الدقة في الطباعة ثلاثية الأبعاد لأنها الأكثر عرضة للانحناء. بإضافة دعامات هيكلية صغيرة إلى التصميم نفسه، تزيد من مقاومة الجزء للإجهادات الحرارية والكيميائية. وأخيرا، دائما أبلغ "الأبعاد الحرجة" الخاصة بك مع المورد. ليس كل بعد في قطعة يجب أن يكون ±0.1 مم؛ من خلال تحديد الميزتين أو الثلاث اللي تهم فعلا للتجميع، تسمحين للمصنع بتحسين اتجاه البناء خصيصا لتلك الميزات.
FAQ: الدقة والدقة في التصنيع الإضافي
أي تقنية طباعة ثلاثية الأبعاد هي الأكثر دقة؟
يعتبر تقنيةالطباعة ثلاثية الأبعاد (SLA) عموما أدق تقنية الطباعة ثلاثية الأبعاد للأجزاء الصغيرة والمتوسطة. استخدامه للليزر فوق البنفسجي عالي التركيز والراتنج السائل يسمح له بتحقيق تفاوتات ثابتة ±0.1 مم وتفاصيل سطحية استثنائية، مما يجعله مثاليا للإلكترونيات والنماذج الطبية.
ما هي السموحات القياسية للأجزاء المطبوعة ثلاثية الأبعاد؟
تتراوح تفاوتات الطباعة ثلاثية الأبعاد الصناعية القياسية عادة من ±0.1 مم إلى ±0.3 مم حسب العملية. بينما يمكن تحقيق ±0.1 مم باستخدام SLA وSLS تحت ظروف مضبوطة، فإن التحمل "الآمن" الأكثر شيوعا للنمذجة العامة هو ±0.2 مم. دائما راجع دليل دليل تحمل الطباعة ثلاثية الأبعاد قبل إنهاء التصميم.
كيف تعوض عن الانكماش في الطباعة ثلاثية الأبعاد؟
يتم تعويض الانكماش بتطبيق "عامل الحجم" على نموذج CAD في برنامج التقطيع. يتم حساب هذا العامل بناء على بيانات تاريخية لتركيبة معينة من المادة والآلة. بالنسبة للأجزاء عالية الدقة، غالبا ما تجرى طباعة اختبارية لتحديد معدل الانكماش الدقيق قبل الإنتاج النهائي.
هل يؤثر ارتفاع الطبقة على دقة الأبعاد؟
يؤثر ارتفاع الطبقة بشكل أساسي على دقة محور Z ونعومة الأسطح المنحنية (الدرج الدرج)، لكنه يؤثر أقل على دقة الأبعاد X-Y. ومع ذلك، يمكن أن تؤدي الطبقات الرقيقة إلى زيادة "دورات الحرارة" الكاملة أو التعرض للأشعة فوق البنفسجية أثناء البناء، مما قد يزيد قليلا من الإجهادات الداخلية وإمكانية الالتشوه.
هل يمكن للطباعة ثلاثية الأبعاد تحقيق نفس تفاوتات التشغيل CNC؟
بينما يمكن للطباعة ثلاثية الأبعاد عالية الدقة أن تصل إلى ±0.1 مم، يظل التشغيل CNC متفوقا في الدقة القصوى، وغالبا ما تصل إلى ±0.01 مم. بالنسبة للأجزاء التي تتطلب تركيبات "معدن إلى معدن" أو مقاعد تحمل المعدن، غالبا ما نوصي بالطباعة ثلاثية الأبعاد لمعظم الجزء ثم استخدام الماكينة CNC للتشطيب الثانوي على الميزات الحرجة.
كيف يؤثر حجم القطعة على دقة الطباعة ثلاثية الأبعاد؟
مع زيادة حجم القطعة، يزداد الخطأ المطلق عادة أيضا. تعرف العديد من المعايير الصناعية الدقة بأنها رقم ثابت بالإضافة إلى نسبة مئوية من البعد (مثلا، ±0.1 مم + 0.1٪ من الطول). الأجزاء الكبيرة أكثر عرضة للتدرجات الحرارية عبر غرفة البناء، مما يجعلها أصعب في التثبيت بمعايير دقيقة مقارنة بالمكونات الصغيرة.
الخلاصة: الدقة كميزة تنافسية
لم يعد تحقيق دقة ±0.1 مم في الطباعة ثلاثية الأبعاد مجرد خرافة؛ بل أصبح قدرة صناعية قياسية لأولئك الذين يمتلكون التكنولوجيا والخبرة المناسبة. من خلال اختيار الطريقة المناسبة — SLA للتفاصيل أو SLS للمتانة — وتطبيق مبادئ DFM صارمة، يمكن للمهندسين إنشاء نماذج أولية تعكس دقة الأجزاء النهائية الإنتاجية. تقلل هذه الدقة من "فجوة التكرار"، مما يسمح لعلامات الأجهزة التجارية بالانتقال من المفهوم إلى السوق بثقة أعلى بكثير.
تكرس مجموعة صن أون الصناعية جهودها لتوفير العمق التقني ومراقبة الجودة اللازمة لمشاريع B2B ذات المخاطر العالية. نحن لا نطبع الأجزاء فقط؛ نحن نصمم حلولا تلبي أكثر المعايير العالمية تطلبا. التزامنا بالدقة الموثقة والوثائق الشفافة يجعلنا الشريك المثالي لمشروعك عالي الدقة القادم.
هل لديك مشروع يتطلب نماذج أولية ذات تحمل دقيق؟ تواصل مع فريق الهندسة في SunOn اليوم لمراجعة تفصيلية لنظام DFM وانظر كيف يمكننا مساعدتك في تحقيق دقة ±0.1 مم لمكوناتك الحرجة.