
كود M في تشغيل CNC: ما هو، كيف يعمل، والأوامر الشائعة
في التشغيل CNC، G-code يخبر الآلة كيفية التحرك — مسار الأدوات، الإحداثيات، التغذيات، والأقواس. M-code يخبر الجهاز كيفية تشغيل—تشغيل/إيقاف المغزل، التحكم في المبرد، تغييرات الأدوات، توقفات البرنامج، وإجراءات مساعدة أخرى تدعم القطع. معا، يشكلان "اللغة" العملية التي تحول مسار أدوات الذاكرة الحاسوبية إلى دورة تشغيل حقيقية قابلة للتكرار.
في SunOn، نتعامل مع M-code كطبقة تحكم في الإنتاج: لا تشكل الهندسة مباشرة، لكنها تؤثر بشدة على وقت الدورة، والثبات، والسلامة، واتساق التشطيب، والموثوقية العامة—خاصة عندما يتطلب جزء عدة أدوات أو إعدادات أو استراتيجيات تبريد.
ما هو M-Code?
M-code (غالبا ما يسمى Machine code أو Mistelllaneous code) هو مجموعة من أوامر CNC تستخدم للتحكم في وظائف الآلة غير مرتبط مباشرة بحركة الأداة—على سبيل المثال، تشغيل/إيقاف المغزل، تفعيل سائل التبريد، إيقاف البرنامج مؤقتا، أو إنهاء المهمة.
في برنامج CNC نموذجي:
-
G-code تدير سلوك الحركة (الحركة السريعة، القطع الخطي، القوس، دورة الحفر، إلخ).
-
M-code تدير سلوك الآلة (المغزل، المبرد، التوقفات، روتينات تغيير الأداة، نهاية البرنامج).
لماذا M-code مهم في الإنتاج الحقيقي
حتى لو كان برنامج CAM الخاص بك يولد الكود تلقائيا، فإن رموز M لا تزال ضرورية لأنها تتحكم في العناصر التي تؤثر مباشرة على جودة القطع وكفاءة الورشة:
-
التحكم الحراري وتشطيب السطح: تشغيل/إيقاف سائل التبريد في الوقت المناسب يقلل من الحرارة ويساعد في منع سوء التشطيب أو تآكل الأدوات.
-
السلامة وتجنب التصادم: تقلل التوقفات الثابتة، والسحب الآمن، وتسلسلات تغيير الأدوات الصحيحة من خطر الحوادث.
-
الأتمتة المستقرة: تغيير الأدوات المتسق ومنطق المغزل يساعد في التكرار عبر الدفعات.
-
التكلفة ووقت الانتظار: يمكن أن تضيف التوقفات غير الضرورية وتوقيت المغازل/المبرد غير الفعال وقت دورة كبير عبر عمليات الحجم.
يصف
3ERP رمز M بأنه مجموعة الأوامر التي تتعامل مع هذه الوظائف غير المقطعة (تدفق المبرد، سلوك الأداة، والتحكم في البرنامج).
M-Code vs G-Code
طريقة بسيطة لتذكر الانقسام:
-
G = الهندسة / الحركة
-
M = وظائف الآلة
3ERA تؤكد أن رموز G تتحكم في الحركة بينما تتحكم رموز M في العمليات الوظيفية مثل تدفق سائل التبريد أو سلوك تغيير الأداة.
في الواقع، هما مرتبطان ارتباطا وثيقا: غالبا ما تتطلب حركة القطع الآمن تسلسل كود M صحيح قبل ذلك (تشغيل المغزل، تشغيل سائل التبريد، تحميل الأداة الصحيحة)، والطرف المتحكم به يتطلب رموز M بعده (إيقاف سائل التبريد، توقف المغزل، نهاية البرنامج).
رموز M الشائعة التي تراها كثيرا
يمكن أن تختلف وحدات تحكم CNC المختلفة، لكن العديد من المتاجر تستخدم بانتظام "مجموعة أساسية" من رموز M.
توقف ونهاية البرنامج
-
M00: إيقاف البرنامج (إيقاف إلزامي)
-
M01: إيقاف اختياري (فقط إذا كان الإيقاف الاختياري مفعلا)
-
M02 / M30: نهاية البرنامج (غالبا ما ينتهي M30 ويعاد الوراء)
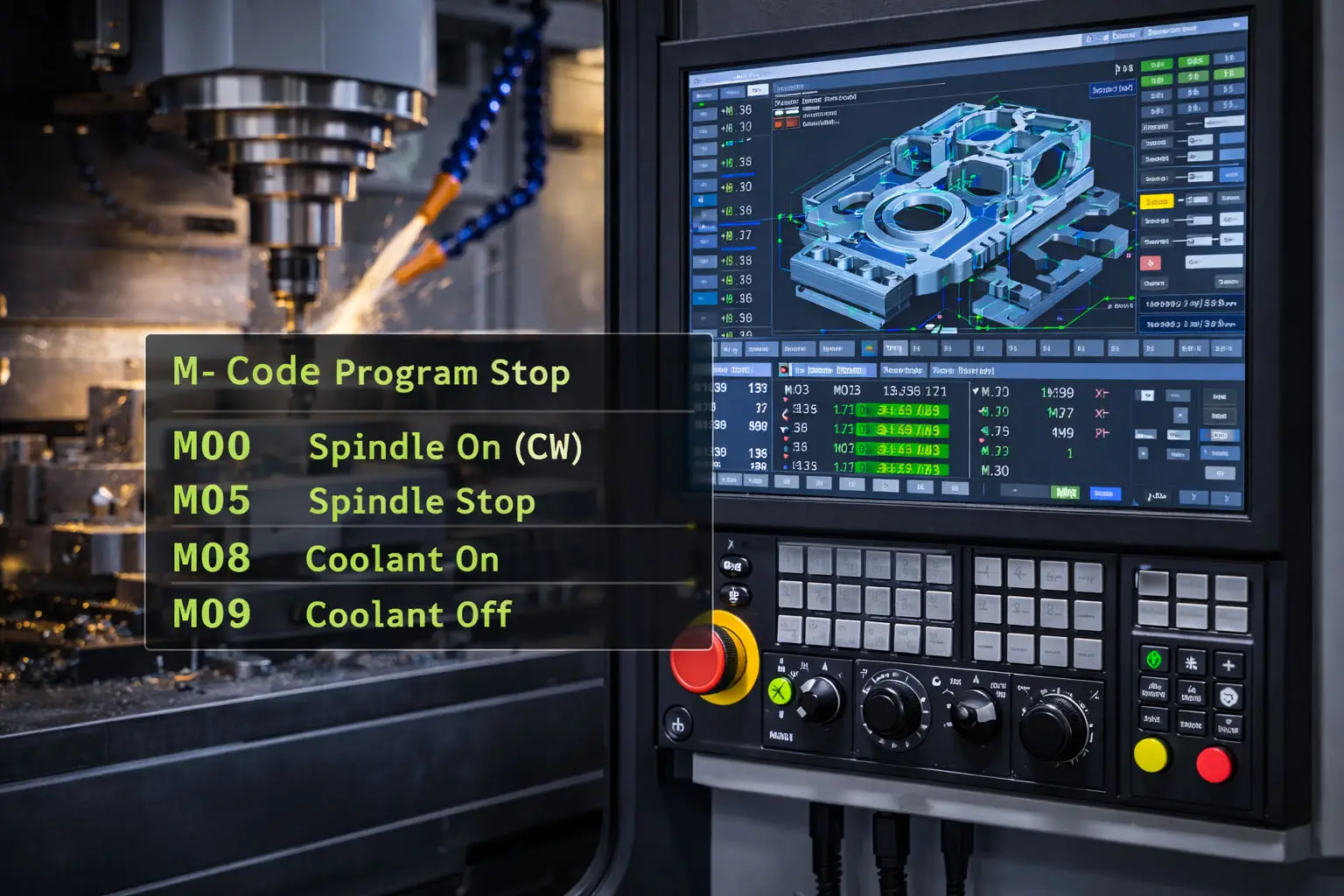
Spindle control
-
M03: المحور (باتجاه عقارب الساعة)
-
M05: Spindle stop
التحكم في المبرد
-
M08: سائل التبريد مفعل
-
M09: إيقاف سائل التبريد
غالبا ما يتم الاستشهاد بهذه الأمثلة في مراجع CNC وفي مراجع CNC الخاصة ب 3ERP، لكن المعنى الدقيق قد يختلف حسب عائلة الآلات/التحكم.
حقيقة مهمة: رموز M ليست دائما عالمية
على عكس المفاهيم "النقية" مثل تحديد المواقع X/Y/Z، يمكن أن تختلف تعريفات
-
علامة
CNC controller (أسلوب فانوك، أسلوب هاس، سيمنز، هايدنهاين، إلخ)
-
نوع الآلة (آلة مقابل مخرطة مقابل آلة تدوير)
-
ماكروز وخيارات خاصة بالورش مثبتة على الجهاز
يشير
3ERP إلى أن دلالات الكود يمكن أن تختلف، وأن حتى التنسيق مثل M01 مقابل M1 قد يختلف بين الأجهزة.
ما يعنيه هذا للمشترين: إذا كنت ترسل برنامجا بين المتاجر (أو بين الأجهزة)، فمن الطبيعي أن تحتاج إلى تغييرات في المعالج بعد المعالجة وتمريرة تحقق سريعة.
كيف يستخدم برنامج CAM رموز M
معظم المهندسين لم يعودوا يكتبون برامج M كاملة يدويا. بدلا من ذلك، برمجيات الطب والبديل (CAM):
-
يولد مسارات الأدوات (الهندسة والحركة)
-
يستخدم معالج
-
كانت الإدخالات تتطلب رموز M لتغيير الأداة، ومنطق المغزل/المبرد، وبنية البرنامج
3ERP في البرمجة CNC تؤكد أن إخراج CAM يعتمد على رموز G وM معا لتوفير تعليمات الحركة وتشغيل الآلة.
أفضل الممارسات لاستخدام M-code بأمان
إذا كنت تراجع مخرجات CNC (حتى لو لم تكن مبرمجا)، فهذه فحوصات عملية تمنع المشاكل الشائعة:
1) تأكيد منطق المغزل والمبرد حول الحركات القطعية
ابحث عن:
-
spindle start قبل أول حركة تغذية
-
-
سائل التبريد مطفأ قرب النهاية، وليس منتصف القطع
2) تجنب التوقفات غير الضرورية التي تزيد من زمن الدورة
التوقفات الاختيارية يمكن أن تساعد أثناء الإثبات، لكنها قد تبطئ الإنتاج إذا تركت مفعلة بدون سبب.
3) استخدم "التدبير المنزلي في نهاية البرنامج" المتسق.
غالبا ما تتضمن نهاية نظيفة: إيقاف المبرد → إيقاف المغزل → السحب إلى موضع آمن → نهاية البرنامج.
4) التحقق من سلوك تغيير الأدوات وتعويضات
غالبا ما تؤدي رموز M لتغيير الأدوات إلى تفعيل ماكروز خاصة بالآلة. إذا شعرت أن هناك عدم اتساق بين الجولات، غالبا ما تكون المشكلة هنا، وليس في حركات الهندسة.
كيف تطبق SunOn التفكير في M-code على عمليات الإنتاج
عندما تنتقل المهمة من نموذج أولي إلى حجم مستقر، نولي اهتماما للسلوكيات المتعلقة برمز M التي تؤثر على الاتساق:
-
استراتيجية سائل التبريد: قد تحتاج العمليات المختلفة إلى توقيت مختلف لسائل التبريد لإدارة تدفئة وتفريغ الرقائق
-
كفاءة تغيير الأدوات: تقليل تبديل الأدوات غير الضروري يحسن وقت الدورة دون التضحية بالجودة
-
استقرار العملية: توقفات محكومة فقط عندما تقلل المخاطر (فحوصات المقال الأول، الانتقالات الحرجة)
-
هيكل البرنامج القابل للتكرار: روتينات البداية/النهاية المتسقة تجعل حل المشاكل أسرع وتقلل من التغير