
التلميع والطباعة بعد الطباعة باستخدام CNC: كيفية تحقيق تشطيب المرآة
التلميع والطباعة بعد التصنيع باستخدام CNC هو عملية تحسين متعددة المراحل تزيل علامات التشغيل والشوائب السطحية لخلق لمسة نهائية عاكسة تشبه المرآة. يتطلب هذا الانتقال من حالة "مطحنة" إلى سطح عالي اللمعان تقليل الحبيبات بشكل منهجي، ومركبات تلميع متخصصة، وسرعات دوران دقيقة. بالنسبة للمصنعين الصناعيين، فإن تحقيق هذا التشطيب ضروري للوضوح البصري، وتقليل الاحتكاك، والجاذبية الجمالية الراقية في قطاعات مثل السيارات والإلكترونيات الاستهلاكية.
<الشكل class="wp-block-image size-large">
ما الذي يعرف التشطيب المرآتي في التشغيل CNC؟
تشطيب المرآة، الذي يشار إليه غالبا باسم "التشطيب البصري" أو درجة SPI A-1، هو سطح بمتوسط خشونة (Ra) عادة أقل من 0.05 ميكرومتر. يتميز بانعكاس مرآوي عالي، حيث ينعكس الضوء عن السطح دون تشتت، مما يسمح بصورة واضحة وغير مشوهة للأجسام المحيطة. لتحقيق ذلك يتطلب الانتقال إلى ما هو أبعد من المعيار قدرات خدمة تشغيل CNC إلى مجال تخصصي في الأنظمة الكاشطة.
في عالم التصنيع الدقيق، لا نقوم فقط ب"تلميع" قطعة حتى تلمع. نستخدم أجهزة قياس الحساسية لقياس القمم والوديان المجهرية للمادة. قد يكون للجزء المصقول بشكل قياسي Ra 3.2 أو 1.6. للوصول إلى نهاية مرآة، يجب أن نقلل تلك القمم عبر سلسلة من الخطوات الخشنة الدقيقة بشكل متزايد.
<الشكل class="wp-block-table">| Finish Grade | Ra (μm) | الوصف | حالة الاستخدام النموذجية |
| SPI A-1 | 0.012 إلى 0.025 | الدرجة #3 Diamond Buff | Optical العدسات، المرايا عالية الجودة |
| SPI A-2 | 0.025 إلى 0.05 | الدرجة #6 Diamond Buff | عالية اللمعان البلاستيكية الاستهلاكية |
| SPI A-3 | من 0.05 إلى 0.10 | درجة #15 Diamond Buff | زخرفة، قطع غيار الأجهزة |
لماذا يعد تحضير التفريز بعد التصنيع باستخدام CNC أمرا بالغ الأهمية للتلميع؟
يعد التحضير بعد الطحن أمرا بالغ الأهمية لأن جودة التلميع النهائي تتحدد مباشرة بثبات مسارات الأدوات الأولية. إذا تركت مطحنة CNC خدوشا عميقة أو ارتفاعات "محارب" غير متناسقة، فإن هذه العيوب ستتضخم بدلا من إخفاؤها بواسطة التلميع. تتطلب قطع CNC الدقيقة قطع CNC منخفضة الحجم طحن دقيق لتقليل الوقت الذي يقضيه في مراحل الكاشط اليدوية.
رأيت العديد من المشاريع تفشل لأن الفني حاول "توفير الوقت" على الطاحونة باستخدام خطوة أكبر. بينما بدا الجزء جيدا للعين المجردة، قضى فريق التلميع ثلاثة أضعاف الوقت في محاولة صنفرة الحواف. القاعدة العامة في ورشتنا هي: كلما كان عمل الطاحونة أفضل، كان وقت التلميع أقصر.
نصيحة: استخدم مطحنة نهاية الأنف الكروي مع خطوة صغيرة جدا (5٪ أو أقل من قطر الأداة) لتمريرة التشطيب النهائية إذا كنت تنوي تلميع الجزء حتى يصبح تشطيب المرآة.
كيف تنتقل من سطح مصقول إلى سطح مصقول؟
يتضمن الانتقال عملية تسمى "تسلسل الحصى"، حيث يتم استبدال الخدوش العميقة بأخرى أقل سطحية بشكل منهجي. تبدأ بمادة كاشطة خشنة يمكنها تسوية آثار الطحن والانتقال إلى الحبيبات الدقيقة تدريجيا حتى لا تعد الخدوش مرئية للعين البشرية. وهذا ضروري لكل من تشغيل CNC النايلون وقطع المعادن على حد سواء.
- الصنفرة الأولية (320-400 حبيبة): أزل علامات الأدوات الظاهرة والمحار من عملية الطحن.
- صنفرة متوسطة (600-1200 حبيبة): قم بتنعيم السطح وجهزه لمرحلة ما قبل التلميع.
- التلميع قبل التلميع (2000-3000 حصى): في هذه المرحلة، سيبدأ الجزء في إظهار "ضباب" خفيف أو شبه انعكاسية.
- التلميع النهائي (مركب الألماس): باستخدام أداة دوارة مع لباد ومعجون ألماس للوصول إلى الحالة النهائية للمرآة.
ما هو دور اختيار المادة في تشطيب المرآة؟
اختيار المادة هو أساس التشطيب المرآتي لأن البنية الجزيئية تحدد كيفية تفاعل السطح مع المواد الكاشطة. المعادن الصلبة مثل الفولاذ المقاوم للصدأ (316L) أو فولاذ الأدوات (S136) يمكن أن تحقق مستوى أعلى بكثير من الانعكاس "المرآبي" مقارنة بالمواد اللينة مثل الألمنيوم، والتي قد "تلطخ" إذا ارتفعت درجة حرارة التلميع كثيرا.
عند العمل مع مكونات
- الفولاذ المقاوم للصدأ (S136): المعيار الصناعي لقوالب الحقن عالية اللمعان.
- الألمنيوم (6061/7075): يمكن أن يصل إلى لمعان عالي لكنه عرضة للأكسدة والخدش.
- الأكريليك (PMMA): أفضل بلاستيك لوضوح بصري من خلال التلميع.
- النايلون/البولي كربونات: يتطلب مركبات متخصصة لمنع الذوبان أثناء التلميع عالي السرعة.
كيف يمكنك منع "قشر البرتقال" و"التثقيف" أثناء التلميع؟
<الشكل class="wp-block-image size-large">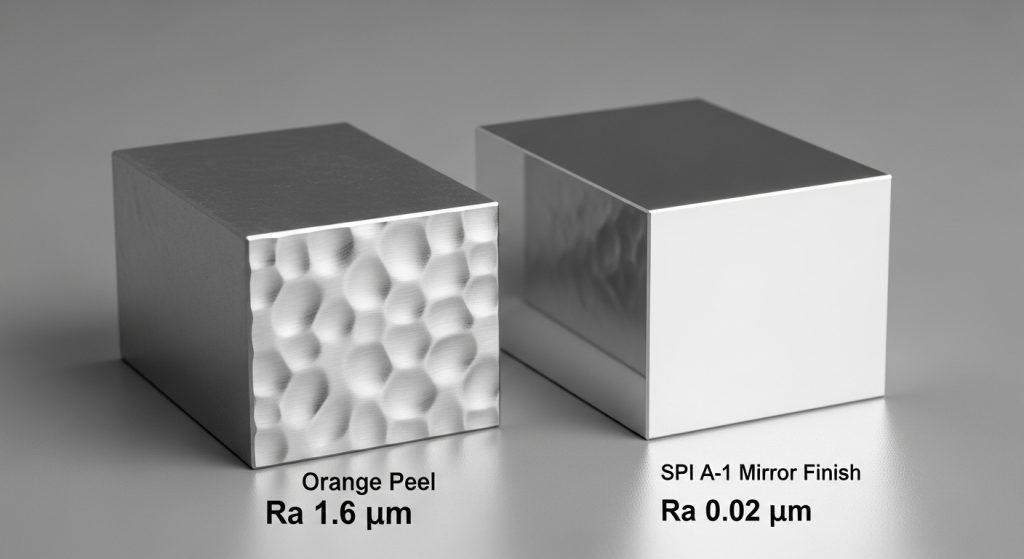 يتم
يتم منع تقشير البرتقال والحفر من خلال التحكم في الضغط والحرارة الناتجة أثناء عملية التلميع. التلميع الزائد في منطقة معينة أو استخدام ضغط مفرط يسبب تمزق أو تموج حبيبات المعدن، مما يخلق ملمسا غير متساو. الضربات المتسقة والمتداخلة والتنظيف المتكرر لقطعة العمل هما الدفاعان الرئيسيان ضد هذه العيوب.
نصيحة: دائما غير اتجاه التلميع بمقدار 90 درجة عند الانتقال من حبيبة إلى أخرى. هذا يسمح لك بمعرفة ما إذا كنت قد أزلت تماما الخدوش من الحبيبات الخشنة السابقة.
ما هي المعدات المطلوبة لتلميع المرايا بشكل احترافي؟
<الشكل class="wp-block-image size-large">
يتطلب تلميع المرايا الاحترافي مزيجا من أدوات دوارة عالية السرعة، ووسائط كاشطة معايرة، وأدوات قياس دقيقة. بينما يعد التلميع اليدوي شائعا في الهندسة المعقدة، تستخدم الأنظمة الآلية أو "المصقول فوق الصوتية" لتطبيقات عالية الاتساق cnc-min-min-printing وصناعة القوالب".
- مطاحن دقيقة دوارة: ضرورية للعمل الدقيق في الزوايا الضيقة.
- تلميع الموجات فوق الصوتية: يستخدم اهتزاز عالي التردد لتحقيق تشطيبات دقيقة دون تراكم الحرارة الناتج عن الأدوات الدوارة.
- معاجين تلميع الألماس: متوفرة بأحجام ميكرون مختلفة (مثلا، 15 ميكرون للتلميع قبل التلميع، 1 ميكرون للمرآة النهائية).
- حركات اللباد واللفافات: "الحاملات" لمركب التلميع.
كيف تتحقق من جودة تشطيب المرآة؟
يتم التحقق من خلال مزيج من الفحص البصري تحت ضوء عالي الشدة والقياس الكمي باستخدام جهاز قياس الفائلة. يجب أن يكون التشطيب المرآتي الحقيقي خاليا من "الضباب" و"علامات الدوامة" و"ذيول المذنب" (خطوط صغيرة تمتد من إضافة مجهرية).
في بيئة الإنتاج، نستخدم "عينات حد" أو "عينات ذهبية" لضمان التناسق بين الدفعات. إذا كان الجزء مكونا بصريا، فقد نستخدم أيضا اختبار انعكاسية الليزر لضمان أن تشتت الضوء ضمن التحمل المسموح به في مواصفات التصميم.
أي مركبات تلميع تعمل بشكل أفضل مع المعادن المختلفة؟
يعتمدالمركب "الأفضل" على صلابة المعدن واللون النهائي المرغوب للانعكاس. على سبيل المثال، أكسيد الكروم (الأحمر الأخضر) ممتاز للفولاذ المقاوم للصدأ، بينما أكسيد الألمنيوم (الأحمر الأبيض) أكثر ملاءمة للألمنيوم والمعادن غير الحديدية الطرية.
<شكل class="wp-block-table">| نوع مركب | اللون الكاشط | الأفضل |
| لإزالة الخدوش الثقيلة | لبلاك إيمري | |
| المعادن | الصلبة | |
| مرآة أكسيد الكروم | الأخضر | على الفولاذ المقاوم للصدأ |
| الأحمر (أحمر أحمر) | تلميععالي اللون من أكسيد الحديد | للذهب/الفضة/النحاس الأصفر |
ما هي الأخطاء الشائعة في تلميع ما بعد الطحن باستخدام CNC؟
الخطأ الأكثر شيوعا هو تخطي أحجام الحبيبات في محاولة للوصول إلى النهاية بشكل أسرع. إذا انتقلت من 400 حبيبة مباشرة إلى 1000، ستفشل في إزالة الخدوش العميقة التي تركها 400 حبيبة. ستظل هذه الخدوش مرئية ك "خطوط شبح" حتى بعد أن يصبح الجزء لامعا عاليا.
خطأ شائع آخر هو التلوث. إذا وصلت حبة واحدة من رمل 400 حبيبة إلى قطعة قماش تلميع 3000 حبيبة، فإنها تعمل كالسكين، محدثة خدوشا عميقة جديدة على سطحك شبه المكتمل. نحافظ على مستوى كل حصى في وعاء منفصل ومغلق لمنع التلوث المتبادل.