
عملية التشكيل بحقن البلاستيك: دليل خطوة بخطوة
تمثل خطوات عملية التشكيل بحقن البلاستيك دورة هندسية عالية تحول حبيبات البوليمر الخام إلى أجزاء دقيقة وعالية الأداء. تعد هذه التقنية التصنيعية العمود الفقري للإنتاج الحديث، مسؤولة عن كل شيء من الحقن الطبية إلى مكونات لوحات العدادات للسيارات. من خلال فهم الفروق الميكانيكية لكل مرحلة—من التثبيت والحقن إلى التبريد والطرد—يمكن للمهندسين تحسين أوقات الدورة وتقليل تكاليف الإنتاج بشكل كبير. هذا الدليل الحاسم يشرح الرحلة المعقدة من الراتنج إلى الواقع، لضمان تحقيق مشروعك أقصى كفاءة وسلامة هيكلية.
ما هي عملية التشكيل بالحقن البلاستيكي؟
عملية التشكيل بالحقن البلاستيكي هي طريقة تصنيع دورية حيث يجبر البلاستيك المنصهر تحت ضغط عال إلى قالب معدني مصمم خصيصا. بمجرد أن يبرد المادة ويتصلب ليصبح شكل التجويف، يفتح القالب لطرد الجزء النهائي. تقدر هذه العملية لقدرتها على إنتاج آلاف المكونات المتطابقة والمعقدة بدقة أبعاد عالية وأقل هدر ممكن.
خلال عقدين من عملي في المصنع، رأيت العديد من المصممين يتعاملون مع هذه العملية ك "صندوق أسود". يضعون CAD ويتوقعون قطع خارج. لكن الواقع أكثر واقعية بكثير. أتذكر مشروعا لعلامة إلكترونيات استهلاكية راقية حيث كانت القطع تخرج بخطوط فضية متسقة أو سبلي. من خلال تحليل خطوات عملية التشكيل بالحقن البلاستيكي، أدركنا أن الراتنج لم يجف لمدة أربع ساعات المطلوبة عند درجة حرارة 80°C. هذا الإغفال الصغير في "الخطوة المسبقة" كلف العميل ثلاثة أيام من وقت الانتظار. العملية قوية بقدر أضعف حلقة فيها.
<الشكل class="wp-block-image size-large">
ما هي خطوات عملية التشكيل الأساسي بحقن البلاستيك؟
تتكون خطوات عملية القولبة الأساسية بحقن البلاستيك من ست مراحل رئيسية: التثبيت، الحقن، السكن (التثبيت)، التبريد، فتح القالب، والطرد. هذا التسلسل بأكمله، المعروف باسم "دورة التشنب"، عادة ما يستمر بين 10 ثوان ودقيقتين، وذلك حسب سمك جدار الجزء والخصائص الحرارية للمادة المستخدمة.
تقاس كفاءة التشكيل بثوان. إذا استطعت تقليل ثانيتين من دورة مدتها 30 ثانية من خلال إدارة حرارية أفضل، فإنك تزيد من إنتاجك اليومي بنسبة تقارب 7٪. بالنسبة للمشاريع ذات الحجم الكبير، هذه الكفاءة هي الفرق بين المشروع المربح واستنزاف المال.
المراحل الأساسية الست لدورة التشكيل
<شكل class="wp-block-table">| دالة المرحلة الأساسية | ||
| 1. التثبيت | لمدة1 - 5 ثوان | يثبت نصفي القالب تحت ضغط هائل. |
| 2. الحقن | 1 - 10 ثوان | يتحرك المسمار للأمام لدفع الراتنج المنصهر إلى داخل التجويف. |
| 3. السكن | 2 - 15 ثانية | يحافظ على الضغط لضمان ملء التجويف بالكامل. |
| 4. التبريد | 10 - 60+ ثانية | أطول مرحلة؛ تسمح للجزء بالتصلب. |
| 5. الفتحة | 1 - 5 ثوان | :يفصل البلاط المتحرك نصفي القالب. |
| 6. القذف | 1 - 5 ثوان | تدفع الدبابيس الميكانيكية الجزء خارج القالب. |
لماذا تعتبر مرحلة التثبيت ضرورية لجودة القطعة؟
تعد مرحلة التثبيت حاسمة لأنها تمنع "الوميض"—أي البلاستيك الزائد الذي يتسرب من درزات القالب—عن طريق تطبيق قوة هيدروليكية أو كهربائية كافية لمعادلة الضغط العالي للبلاستيك المنصهر الداخل. إذا كانت قوة التثبيت منخفضة جدا، يمكن أن ينفصل نصفي القالب قليلا؛ إذا كان مرتفعا جدا، فقد يتلف العفن أو مسارات التهوية، مما يؤدي إلى احتباس الغازات وعلامات الحروق.
حساب الحمولة المطلوبة هو علم دقيق. بشكل عام، تحتاج إلى ما بين 2 و5 أطنان من قوة التثبيت لكل بوصة مربعة من "المساحة المتوقعة" للقطعة. إذا كنت تصنع قطعة قطعة حقن بلاستيكية ذات مساحة سطحية كبيرة، فأنت بحاجة إلى آلة ذات قدرة تثبيت ضخمة لإبقاء الأداة مغلقة بإحكام.
كيف تؤثر مرحلة الحقن على السلامة الهيكلية؟
تؤثر مرحلة الحقن على السلامة الهيكلية من خلال التحكم في "واجهة الذوبان" عند دخوله القالب؛ إذا كانت سرعة الحقن بطيئة جدا، قد يبرد البلاستيك مبكرا، مما يسبب "طلقات قصيرة". إذا كان سريعا جدا، يمكن أن يسبب الاحتكاك "حرارة القص"، التي تضعف سلاسل البوليمر وتضعف الخصائص الميكانيكية للجزء النهائي.
أثناء الحقن، يعمل المسمار الترددي كمكبس. الأمر لا يتعلق فقط بالسرعة؛ الأمر يتعلق بحقن "محمول". تسمح لنا الآلات الحديثة ببدء الحقن ببطء لمنع النفخ، وتسريع الحقن لملء الجزء الأكبر من التجويف، ثم التباطؤ مرة أخرى عندما يصل القالب إلى طاقته. هذا المستوى من التحكم ضروري لطرق التشكيل بالحقن المعقدة
ماذا يحدث خلال مراحل السكن والتبريد؟
<الشكل class="wp-block-image size-large">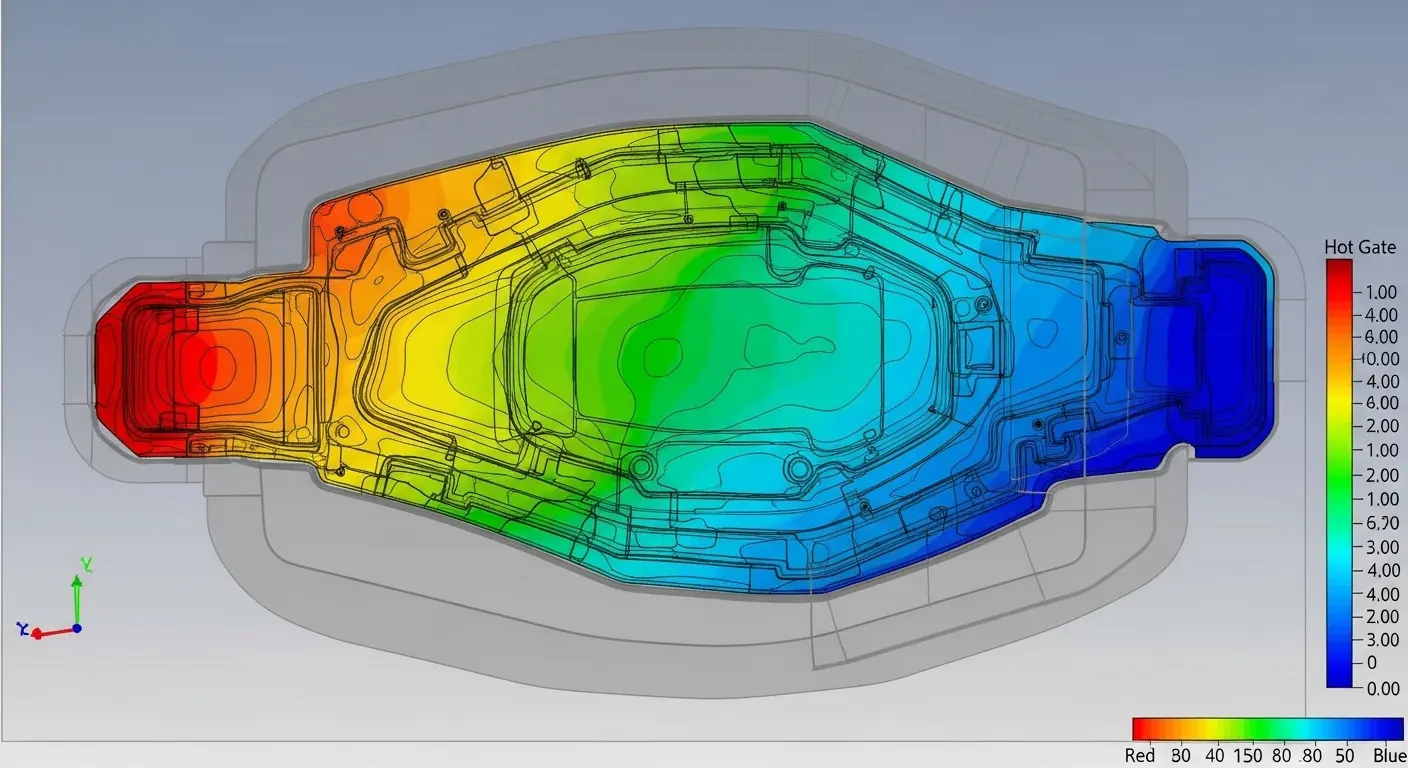
أثناء التخزين، يستمر البرغي في الضغط ل"حشو" المزيد من البلاستيك في القالب لتعويض الانكماش بنسبة 15-20٪ الذي يحدث مع تبريد المادة. بمجرد أن تتصلب "البوابة" (نقطة الدخول)، ينتهي المسكن، وتبدأ مرحلة التبريد، والتي تمثل ما يصل إلى 80٪ من إجمالي مدة الدورة.
التبريد هو المكان الذي يخسر فيه معظم المبتدئين المال. إذا لم تكن قد قمت بتحسين تصميم جزء الحقن 2k لجعل سمك الجدران موحدا، فإن بعض المناطق ستبرد أبطأ من غيرها، مما يؤدي إلى تشوه أو "علامات غص".
نصيحة: استخدم "التبريد التوافقي" في تصميم قالبك. يتضمن ذلك طباعة ثلاثية الأبعاد لإدخال القالب باستخدام قنوات تبريد تتبع الشكل الدقيق للقطعة، مما يسمح بتبريد أسرع بنسبة 20-30٪ مقارنة بالخطوط التقليدية المستقيمة.
كيف يتم إخراج الأجزاء بنجاح دون ضرر؟
يتم قذف الأجزاء بنجاح باستخدام نظام من دبابيس القذف، أو ألواح التجريد، أو دفعات الهواء التي تدفع الجزء المتصلب خارج قلب القالب. لضمان تحرير نظيف، يجب تصميم الجزء ب "زوايا سحب طفيفة" — أي تدرجات طفيفة على الجدران الرأسية — ويجب تلميع أو ملمس سطح القالب وفقا لخصائص "الإطلاق" الخاصة بالمادة.
مرة استشارت على غلاف جهاز طبي كان يتشقق أثناء القذف. لم يكن لدى المصمم أي سحب في الأضلاع الداخلية. كان الجزء في الأساس "ينكمش" على قلب القالب كقبضة موت قوية. بإضافة درجة غاطس واحدة فقط واستخدام طلاء تحرير قوالب متخصص، قمنا بتقليل معدل الخردة من 15٪ إلى الصفر. إذا كنت تتبع دليل 2k لتشكيل الحقن، فستعرف أن القذف يصبح أكثر تعقيدا عند التعامل مع القوالب الناعمة التي تفضل الالتصاق بالأداة.
<الشكل class="wp-block-image size-large">
ما هي العوامل التي تحدد إجمالي مدة الدورة؟
يتمتحديد إجمالي مدة الدورة بواسطة التوصيل الحراري للمادة، وسمك جدار القطعة، وكفاءة نظام التبريد في القالب، والسرعة الميكانيكية للآلة. الجدران السميكة تتطلب أوقات تبريد أطول بكثير، مما يعني أن الجزء ذو الجدران 4 مم سيستغرق أكثر من ضعف الوقت الناتج مقارنة بالجزء ذو الجدران 2 مم.
عوامل تقسيم زمن الدورة
- نوع المادة: البلاستيك البلوري (مثل PE) عادة ما يستغرق وقتا أطول ليبرد من الأنواع غير المتبلورة (مثل ABS).
- سمك الجدار: عادة ما يضاعف السمك أربع مرات من وقت التبريد.
- مادة القالب: قوالب الألمنيوم تبرد أسرع من قوالب الفولاذ لكنها أقل متانة للأحجام العالية.
- ديناميكا الآلة: يمكن للآلات الكهربائية عالية السرعة تقليل ثوان من "دورة الجفاف" (الفتح والإغلاق).
فهم فوائد عملية التشكيل بالحقن 2k غالبا ما يكشف أن الدورة أكثر تعقيدا، لكنها توفر الوقت في "النهاية الخلفية" من خلال إلغاء الحاجة للتجميع الثانوي أو الغراء.
العيوب الشائعة وكيفية إصلاحها في خطوات العملية
<الشكل class="wp-block-table">| العيب | المحتمل في العملية | : علامات |
| تثبيت المغسلة | غير كافية، ضغط السكن/وقت | زيادة ضغط التثبيت أو الوقت. |
| التبريد غير الموحد | للالتواء | لجعل سمك الجدار موحدا. |
| قوة | تثبيت غير كافية | زيادةالحمولة أو إصلاح ختم القالب. |
| الطلقات القصيرة | : ضغط الحقن منخفض جدا / الراتنج بارد جدا | ، زيادة سرعة الحقن أو درجة الانصهار. |
| علامات الحرق | الغاز المحبوس (مصائد الهواء) | إبطاء الحقن أو تحسين تهوية العفن. |
كيف يمكن تحسين عملية التشكيل بالحقن من حيث التكلفة؟
لتحسين تكلفة العملية، ركز على مبادئ "التشكيل العلمي"، التي تستخدم بيانات من حساسات داخل القالب لإنشاء "نافذة عملية" قابلة للتكرار. من خلال تقليل مرحلة التبريد عبر تصميم متقدم للتصنيع (DFM) وضمان أن تكون الآلة بالحجم المثالي للقالب، يمكنك تحقيق أقل تكلفة ممكنة لكل وحدة مع الحفاظ على جودة 100٪.
التحسين ليس حدثا لمرة واحدة؛ إنه حلقة مستمرة. في كل مرة نبدأ فيها جولة جديدة، نقوم ب "دراسة قصيرة الطلقة" لمعرفة النقطة الدقيقة التي يكون فيها التجويف ممتلئا بنسبة 95٪. هذا يضمن أننا لا نفرط في تعبئة القالب، مما يوفر المواد ويقلل الضغط على الأداة.
الفكرة النهائية
إتقان خطوات عملية التشكيل بحقن البلاستيك هو تمرين في إدارة الفيزياء والديناميكا الحرارية. من لحظة دخول الكريات إلى القادوس وحتى النقرة النهائية لدبابيس القذف، كل ثانية هي توازن بين الضغط ودرجة الحرارة والوقت. من خلال الغوص عميقا في ميكانيكا كل مرحلة، يمكن للمهندسين تصميم أجزاء ليست فقط وظيفية، بل "ولدت لتصنع". سواء كنت مؤسسا لشركة ناشئة أو مسؤول مشتريات متمرس، فإن فهم هذه العملية هو أداتك الأقوى لضمان نجاح المنتج في سوق تنافسية عالمية.