
العمليات الثانوية في التصنيع: شرح التجميع والتغليف
العمليات الثانوية: التجميع والتغليف يمثلان الانتقال الحاسم من المكونات الخام المصبوبة إلى منتج جاهز للسوق. في التصنيع المهني، تشمل هذه العمليات بعد التشكيل التثبيت الميكانيكي، اللحام بالموجات فوق الصوتية، التشطيب الزخرفي، واللوجستيات الوقائية. من خلال دمج هذه الخدمات تحت سقف واحد، يقلل مشترو الأعمال بين الشركات بشكل كبير من أوقات التوصيل، ويقلل من مخاطر أضرار النقل، ويعززون مساءلة الجودة.
<الشكل class="wp-block-image size-large">
ما هي العمليات الثانوية في قالب حقن البلاستيك؟
تشمل العمليات الثانوية أي عملية تجرى على جزء بعد خروجه من آلة التشكيل الأساسية. بينما ينتج حقن البلاستيك مكونات عالية الدقة، إلا أن القليل من المنتجات الصناعية تتكون من قطعة بلاستيكية واحدة. معظمها يتطلب دمج الأجهزة، أو ربط عدة أغطية، أو تطبيق العلامات التجارية والطلاءات الواقية.
هناك مفهوم خاطئ شائع بين مديري التوريد وهو أن العمليات الثانوية مجرد شكل جمالي. في الواقع، غالبا ما تحدد هذه العمليات السلامة الميكانيكية للتجميع النهائي. على سبيل المثال، قد يخضع غلاف الجهاز الطبي لاختبار التسرب والتعقيم، بينما يتطلب جهاز السيارات تثبيتا هيكليا وطلاء مقاوم للخدش. تسهل مجموعة صن أون الصناعية هذا الانتقال من خلال توفير سير عمل سلس من القالب إلى رصيف الشحن في دونغقوان.
العمليات الثانوية الفعالة تحل تحديات "الميل الأخير" في التصنيع. عندما يتعامل المورد مع كل من التشكيل الأساسي والتجميع اللاحق، فإنه يحافظ على حلقة تغذية راجعة أكثر إحكاما. إذا اكتشف فني مشكلة في تركيب التركيب، يمكن لفريق الأدوات تعديل القالب فورا. هذا التآزر يمنع التأخيرات المكلفة المرتبطة بشحن القطع بين مصانع التشكيل والتجميع المنفصلة.
تقنيات تجميع النواة للأجزاء الصناعية المعقدة
تختلف تقنيات التجميع بناء على توافق المواد، حجم الإنتاج، والبيئة المقصودة للمنتج. اختيار الطريقة المناسبة يتطلب توازنا بين الاستثمار الأولي في الأدوات وتكاليف العمالة طويلة الأجل.
<الشكل class="wp-block-image size-large">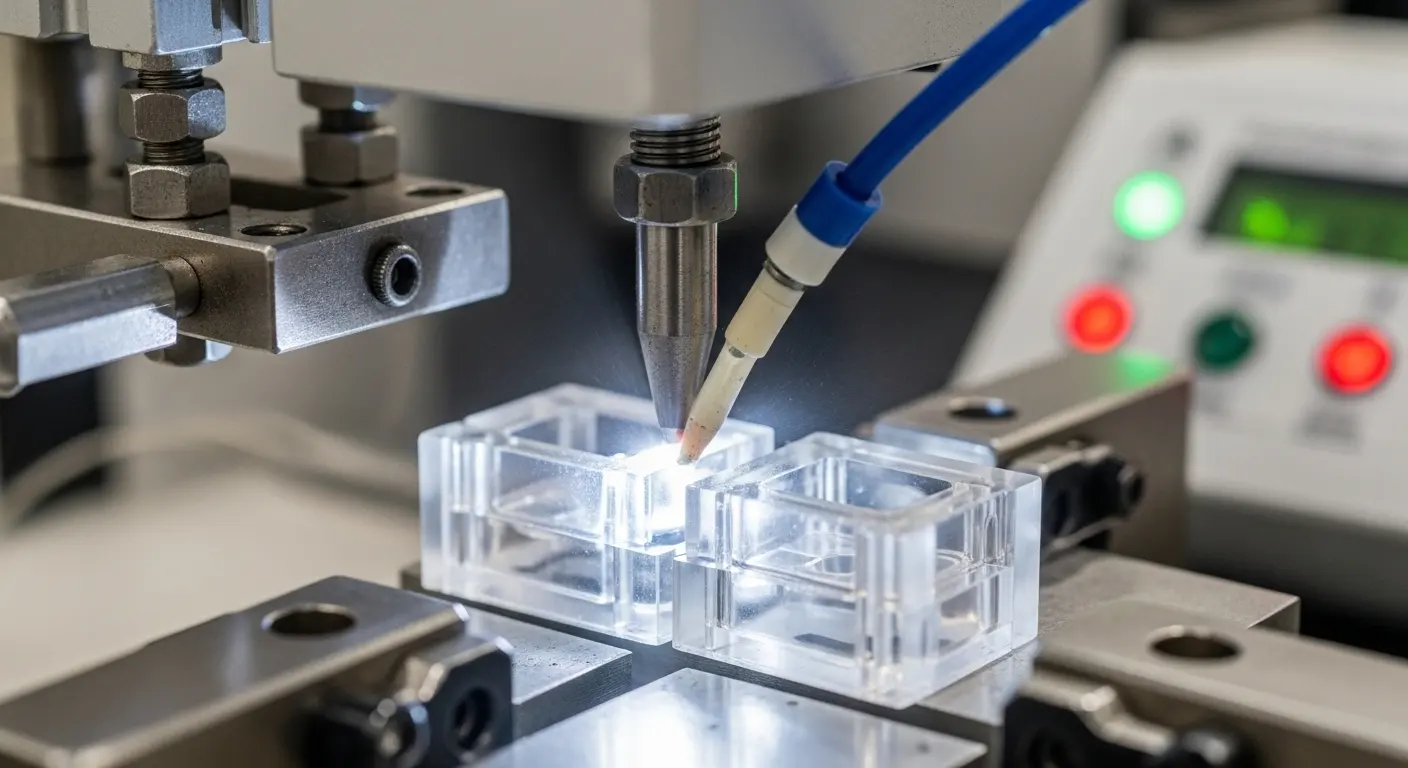
التجميع الميكانيكي وإدخال الأجهزة
تظل التجميع الميكانيكي الطريقة الأكثر تنوعا لربط المكونات البلاستيكية والمعدنية. عادة ما تتضمن هذه العملية تركيب إدخالات نحاسية ملولبة، أو براغي، أو مشابك، أو وصلات ملاءمة قابلة للتركيب. غالبا ما يثبت الإدخال بالحرارة أو الموجات فوق الصوتية الإدخال الملولب، مما يوفر مقاومة عالية للسحب للأجزاء التي تتطلب تفكيكا متكررا.
غالبا ما يفضل المصممون التركيبات السريعة للإلكترونيات الاستهلاكية لتقليل تكلفة المثبتات. ومع ذلك، بالنسبة للمعدات الصناعية التي تكون مقاومة الاهتزاز فيها أمرا بالغ الأهمية، تظل المثبتات الميكانيكية المعيار الذهبي. خلال مرحلة التصميم للتصنيع (DFM)، يقوم المهندسون بتقييم متطلبات العزم وسماكة المادة لضمان عدم تشقق الأجزاء البلاستيكية أثناء التجميع الآلي عالي السرعة.
اللحام بالموجات فوق الصوتية للروابط البلاستيكية الدائمة
بالنسبة للإنتاج الكبير الذي يتطلب أختام محكمة أو روابط عالية القوة، يعد اللحام بالموجات فوق الصوتية هو العملية الثانوية المفضلة. تستخدم هذه التقنية اهتزازات صوتية عالية التردد لإنشاء انصهار موضعي بين واجهتين بلاستيكيتين. إنه أسرع من المواد اللاصقة وأنظف من الربط بالمذيبات، مما يجعله مثاليا للتطبيقات الطبية والإلكترونية.
يعتمد اللحام بالموجات فوق الصوتية الناجح بشكل كبير على "موجه الطاقة"—وهو حافة مثلثية صغيرة مصممة داخل القطعة. يجب على المصنعين أيضا مراعاة توافق المواد؛ فالراتنجات غير المتبلورة مثل ABS تلحم بسهولة أكبر من المواد شبه البلورية مثل النايلون. دمج هذه العملية داخليا يسمح بإجراء اختبار سحب فوري واختبار انفجار للتحقق من سلامة الربط قبل انتقال الأجزاء إلى خط التغليف.
متى نختار اللحام بدلا من المواد اللاصقة
عادة ما يختار المهندسون اللحام بالموجات فوق الصوتية عندما يكون زمن الدورة هو القيد الأساسي. يحدث اللحام في ثوان، بينما تحتاج المواد اللاصقة إلى نوافذ معالجة قد تعيق الإنتاج. علاوة على ذلك، يلغي اللحام "التكلفة الاستهلاكية" للغراء ومخاطر الغازات الكيميائية، التي قد تتداخل مع الحساسات الإلكترونية الحساسة أو البيئات الطبية من الدرجة الأولى.
تشطيب زخرفي: طباعة حريرية وطباعة الوسادات
تشملالعمليات الثانوية أيضا الهوية البصرية واللمسية للمنتج. تسمح الطباعة بالوسادات بنقل الصور ثنائية الأبعاد إلى أشكال ثلاثية الأبعاد، مما يجعلها ضرورية للأسطح المنحنية مثل المقابض أو المقابض. يوفر الطباعة الحريرية ترسيب حبر أكثر سماكة، مما يوفر متانة أفضل للشعارات والنصوص التعليمية على الألواح الصناعية المسطحة.
بعيدا عن العلامة التجارية، يشمل التشطيب الحماية بالتداخل الكهرومغناطيسي (EMI) والطلاء الناعم. بالنسبة للأجزاء متعددة المواد، غالبا ما ينظر المصممون إلى 2k حقن مزدوج اللون لإزالة الحاجة إلى الطلاء الثانوي أو الغراء. من خلال استخدام إنتاج قوالب ذات مادة مزدوجة بدورة واحدة، يمكن للمصنعين تحقيق طبقات زخرفية أو وظيفية ضمن دورة التشكيل الأولية، رغم أن الطلاء الثانوي التقليدي يبقى ضروريا للتشطيبات المعدنية أو عالية اللمعان المحددة.
حلول التغليف الصناعية لسلاسل التوريد العالمية
المرحلة النهائية من العمليات الثانوية: التجميع والتغليف تركز على حماية الاستثمار. التغليف الصناعي ليس فئة "مقاس واحد يناسب الجميع"؛ يجب أن يأخذ في الاعتبار صعوبة الشحن البحري الدولي، وتغيرات الرطوبة، ومخاطر التصريف الكهروستاتيكي (ESD).
<الشكل class="wp-block-image size-large">
تغليف الحماية للإلكترونيات والأجهزة الطبية
تتطلب المكونات الإلكترونية حماية متخصصة من ESD لمنع الفشل الكارثي الناتج عن الكهرباء الساكنة أثناء النقل. غالبا ما يتضمن ذلك استخدام صواني مضادة للكهرباء، وأكياس تبديد، ورقائق حاجز الرطوبة. بالنسبة للأجهزة الطبية، يجب أن يحافظ التغليف غالبا على حاجز معقم، مما يتطلب تعبئة أكياس بدرجة غرفة نظيفة وعمليات ختم معتمدة.
في مركز التصنيع في دونغقوان، تقوم SunOn بتحسين كثافة التغليف لتقليل تكاليف الشحن. استخدام صواني اللب المصبوبة حسب الطلب أو الإدخالات البلاستيكية المكونة من فراغ يضمن عدم احتكاك الأجزاء عالية التشطيب ببعضها البعض، مما يمنع "الخدش" من العيوب التي تحدث أثناء اهتزازات النقل بالشاحنات والسفن.
تغليف بالجملة مقابل تغليف فردي جاهز للبيع بالتجزئة
يجب على مديري المشتريات الاختيار بين التعبئة بالجملة والتعبئة الجاهزة للبيع بالتجزئة. التغليف بالجملة فعال من حيث التكلفة للأجزاء المخصصة لمصنع تجميع ثانوي أقرب إلى المستخدم النهائي. ومع ذلك، يفضل العديد من مؤسسي الأجهزة خدمات "الكينغ" أو "بناء الصناديق"، حيث يقوم المصنع بتجميع المنتج النهائي، ويتضمن دليل المستخدم، ويضعه في الصندوق النهائي.
اختيار التغليف الجاهز للبيع بالتجزئة من المصدر يقلل من التعامل المزدوج. في كل مرة يتم فيها تفريغ قطعة وإعادة تعبئتها، يزداد خطر تلوث السطح. من خلال إجراء الفحص النهائي والتعبئة في نقطة المنشأ، يتحمل المورد المسؤولية الكاملة عن تجربة العميل النهائي "خارج الصندوق".
لماذا يتم دمج التجميع والتغليف مع مورد واحد؟
دمج العمليات الثانوية مع الصانع الأساسي يوفر ميزة استراتيجية في إدارة المخاطر. عندما يدير شريك واحد سير العمل بالكامل، يتم إلغاء "نقل المخاطر" بين الموردين. هذا أمر بالغ الأهمية بشكل خاص عند التعامل مع أدوات المواد المزدوجة أو البناءات المعقدة متعددة الأجزاء.
تقليل أوقات التسليم من خلال التنفيذ الداخلي
الفائدة الفورية هي ضغط جدول الإنتاج. عادة ما يضيف شحن القطع الخام من الصانع إلى بيت التجميع الخارجي من 5 إلى 10 أيام إلى وقت الانتظار. يشمل ذلك وقت التعبئة، والنقل، واستلام الفحوصات، والانتظار في الطوابير في المنشأة الثانية. يسمح التجميع الداخلي للأجزاء بالانتقال من مكبس التشكيل إلى محطة التجميع خلال دقائق.
استمرارية مراقبة الجودة من القالب إلى الصندوق
تضمن عمليات ضمان الجودة المتكاملة اكتشاف العيوب في أقرب مرحلة ممكنة. على سبيل المثال، إذا كان الصانع يدرك احتمال حدوث عيوب 2k في القولب، يمكنه تنفيذ فحوصات محددة خلال مرحلة التجميع لاكتشاف القوالب القصيرة أو الوميض التي قد تعيق تركيب الضرب. تضمن هذه النظرة الشاملة للجودة أن فريق التجميع لا يتصارع مع فريق التشكيل بسبب التسامحات، حيث يرفع القسمان تقاريره إلى نفس الإدارة.
الأسئلة الشائعة حول العمليات الثانوية
ما هي الطريقة الأكثر توفيرا لتجميع الأجزاء البلاستيكية؟
المفصلات القابلة للتثبيت والمفاصل الحية هي الأكثر توفيرا من حيث التكلفة لأنها تقلل من تكاليف المثبتات وتقلل من وقت التجميع. ومع ذلك، تتطلب هذه الدقة في مرحلة تصميم القالب. بالنسبة للأحجام المنخفضة، غالبا ما تكون البراغي الميكانيكية أو التثبيت الحراري أكثر اقتصادية بسبب انخفاض تكاليف الأدوات الأولية لتركيبات التجميع.
كيف تؤثر العمليات الثانوية على إجمالي سعر الوحدة؟
يمكن أن تمثل العمليات الثانوية ما بين 20٪ إلى 50٪ من تكلفة الوحدة النهائية، وذلك حسب تعقيد التجميع. بينما تزيد من سعر القطعة الفردية، فإنها تقلل بشكل كبير من إجمالي "تكلفة الأرض" من خلال تقليل الحاجة إلى الخدمات اللوجستية الثانوية، ومنازل ضمان الجودة المستقلة، والعمالة عالية التكلفة في بلد الوجهة.
هل يمكن أتمتة العمليات الثانوية؟
نعم. بالنسبة للمشاريع ذات الحجم العالي التي تتجاوز 100,000 وحدة سنويا، غالبا ما يستخدم المصنعون خلايا روبوتية لإدخال الأجهزة واللحام بالموجات فوق الصوتية. بالنسبة للأحجام المتوسطة إلى المنخفضة، تستخدم التركيبات شبه الآلية لضمان الاتساق مع الحفاظ على الإنفاق الرأسمالي قابلا للإدارة للعميل.
ما هي معايير التغليف التي يجب أن أطلبها للشحن الدولي؟
يجب على مشتري B2B طلب تغليف متوافق مع الجمعية الدولية للنقل الآمن (ISTA). يشمل ذلك مواصفات الصناديق المموجة ذات الجدران المزدوجة، والتجميع مع واقيات زاوية بلاستيكية، وحزم مكيفة للرطوبة للشحن البحري لمنع العفن أو التآكل في البيئات الرطبة.
هل من الممكن طباعة الشعارات على الأسطح البلاستيكية ذات الملمس العميق؟
نعم، الطباعة بالوسادات مصممة خصيصا للأسطح ذات الملمس أو غير المنتظم. تتوافق وسادة السيليكون مع ملمس البلاستيك، مما يسمح للحبر بالوصول إلى "وديان" الحبيبات. بالنسبة للخامات العميقة جدا، قد يكون النقش بالليزر خيارا أكثر ديمومة ودقة.
تحسين سير عمل التجميع الخاص بك باستخدام SunOn
اختيار الشريك المناسب للعمليات الثانوية: التجميع والتغليف لا يقل أهمية عن التشكيل نفسه. في موقع SunOn Industrial Group، نؤكد على نهج يقوده DFM. نحن لا ننظر فقط إلى كيفية تشكيل جزئك؛ نقوم بتحليل كيفية بناؤه واختباره وحمايته خلال رحلته إلى مستودعك.
من خلال مركزية هذه العمليات في دونغقوان، نوفر لشركائنا العالميين دورة إنتاج شفافة وفعالة وعالية الجودة. سواء كنت بحاجة إلى تجميع ميكانيكي بسيط أو بناء صندوق معقد مع إلكترونيات مخصصة، يضمن فريقنا أن كل عملية ثانوية تضيف قيمة دون تكلفة غير ضرورية.