
تحقيق دقة عالية في قوالب حقن البلاستيك
تحقيق تسامحات دقيقة في قوالب حقن البلاستيك يتطلب تآزما بين الأدوات عالية الدقة، واختيار بوليمر مستقر، وضوابط التشكيل العلمية الصارمة. بينما تقع التساميحات الصناعية القياسية عادة ضمن $\pm 0.1$ مم، تتراوح تفاوتات "الضيق" أو "الدقة" من $\pm 0.02$ مم إلى $\pm 0.05$ مم، وأقل حتى للتطبيقات المتخصصة. يعتمد النجاح في هذا المجال على التحكم في الانكماش الفيزيائي للبلاستيك أثناء انتقاله من حالة منصهر إلى جزء صلب داخل تجويف القالب. يجب على المهندسين أخذ كل المتغير في الاعتبار—من تمدد الأدوات والفولاذ الحراري إلى موقع البوابة المحدد—لضمان أن المكون النهائي يلبي متطلبات الصناعات عالية المخاطر مثل الطب والسيارات.
ما هي دقة التشكيل بالحقن؟
<الشكل class="wp-block-image size-large">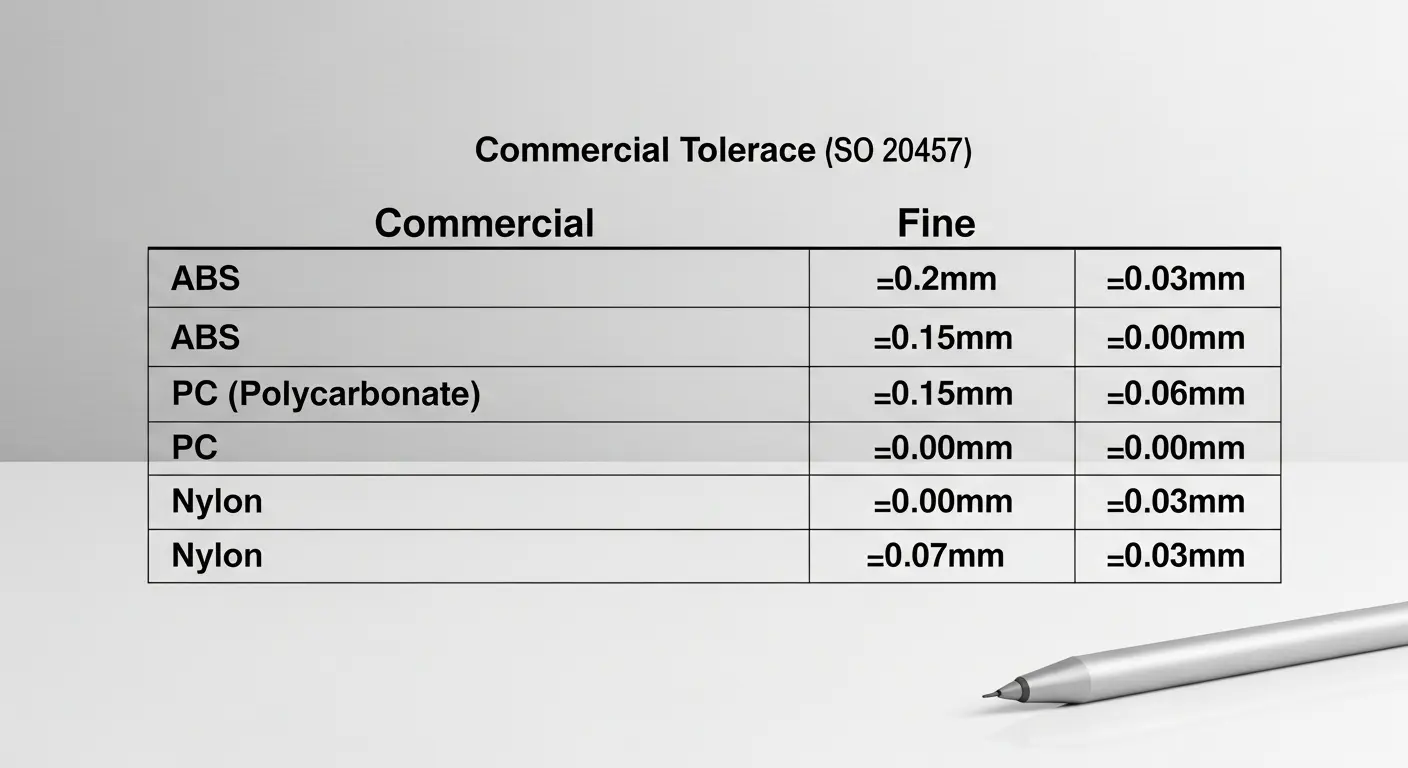
في عالم التصنيع، يمثل التسامح الحد المسموح به للتغير في البعد الفيزيائي. بالنسبة للأجزاء البلاستيكية، فإن تحقيق الدقة أصعب بكثير مقارنة بالمعادن المصنعة بالCNC لأن البلاستيك شبه بلوري أو غير متبلور وحساس جدا للحرارة والضغط. يتبع معظم المصنعين العالميين معيار ISO 20457 (سابقا DIN 16742)، الذي يصنف التفاوتات إلى درجات "تجارية" و"دقيقة".
التسامحات التجارية هي المعيار للمنتجات الاستهلاكية حيث لا يؤثر انحراف طفيف على وظيفة المنتج. ومع ذلك، فإن التسامحات الدقيقة ضرورية للمكونات التي تتطلب ضغطا ضغطيا، أو تفاعلات معقدة مع التروس، أو تجميعها داخل أغلفة ضيقة. عندما تطلب تدقيق عملية تدقيق عملية حقن البلاستيك، فإن الخطوة الأولى هي تحديد ما إذا كان تصميمك يتطلب حقا دقة تحمل. شد التحمل من $\pm 0.1$ مم إلى $\02$ مم غالبا ما يزيد من تكاليف الأدوات بنسبة 20٪ إلى 50٪ لأنه يتطلب فولاذا أغلى، وتشغيل EDM (تشغيل ماكينات التفريغ الكهربائي) أكثر دقة، وأوقات دورة أطول للحفاظ على الاستقرار الحراري.
تتطلب تحولات القولبة بالحقن الدقيقة عقلية هندسية تتجاوز نموذج CAD ثلاثي الأبعاد. قد يبدو التصميم مثاليا على الشاشة، لكن الواقع الفيزيائي لتدفق البوليمر يتعلق بالاتجاه الجزيئي والإجهاد الناتج عن التبريد. غالبا ما يقضي المصنعون المتخصصون في قالب حقن البلاستيك للأجهزة الطبية أسابيع في مرحلة DFM فقط لضمان تكرار التحمل المختار عبر سلسلة من مليون قطعة. التكرار هو العلامة الحقيقية للدقة.
4 عوامل حرجة تؤثر على تحمل العفن
تتفاعل عدة متغيرات لسحب جزء خارج نطاق التحمل. تحديد هذه العوامل في وقت مبكر من مرحلة التصميم يسمح للمهندسين بالتعويض عنها من خلال تصميم الأدوات بدلا من التجربة والخطأ في المصنع.
1. هندسة الجزء وتعقيد التصميم
شكل قطعتك هو المحرك الأساسي لاستقرار الأبعاد. الأسطح الكبيرة والمسطحة عرضة للتشوه، بينما تخلق المقاطع العرضية السميكة "علامات غوط" حيث يبرد البلاستيك الداخلي أبطأ من الجلد الخارجي. الحفاظ على سمك الجدران المتساوي هو القاعدة الذهبية لتصميم قوالب المقاومة الضيقة. إذا كان الجزء يحتوي على جدران غير متجانسة، فإن معدلات التبريد المختلفة ستسحب المادة في اتجاهات مختلفة، مما يجعل من شبه المستحيل الحفاظ على تحمل $\pm 0.02$ مم.
بالإضافة إلى ذلك، يؤثر موقع البوابة — حيث يدخل البلاستيك التجويف — على كيفية ملء وتكديس العفن. يمكن أن يؤدي وضع البوابة بشكل غير صحيح إلى توزيع ضغط غير متساو، مما يؤدي إلى أبعاد تختلف من طرف إلى آخر من القطعة. تستخدم المشاريع عالية الدقة دائما تحليل تدفق القالب للتنبؤ بهذه السلوكيات قبل قطع الفولاذ.
2. اختيار المواد ومعدلات الانكماش
<الشكل class="wp-block-image size-large">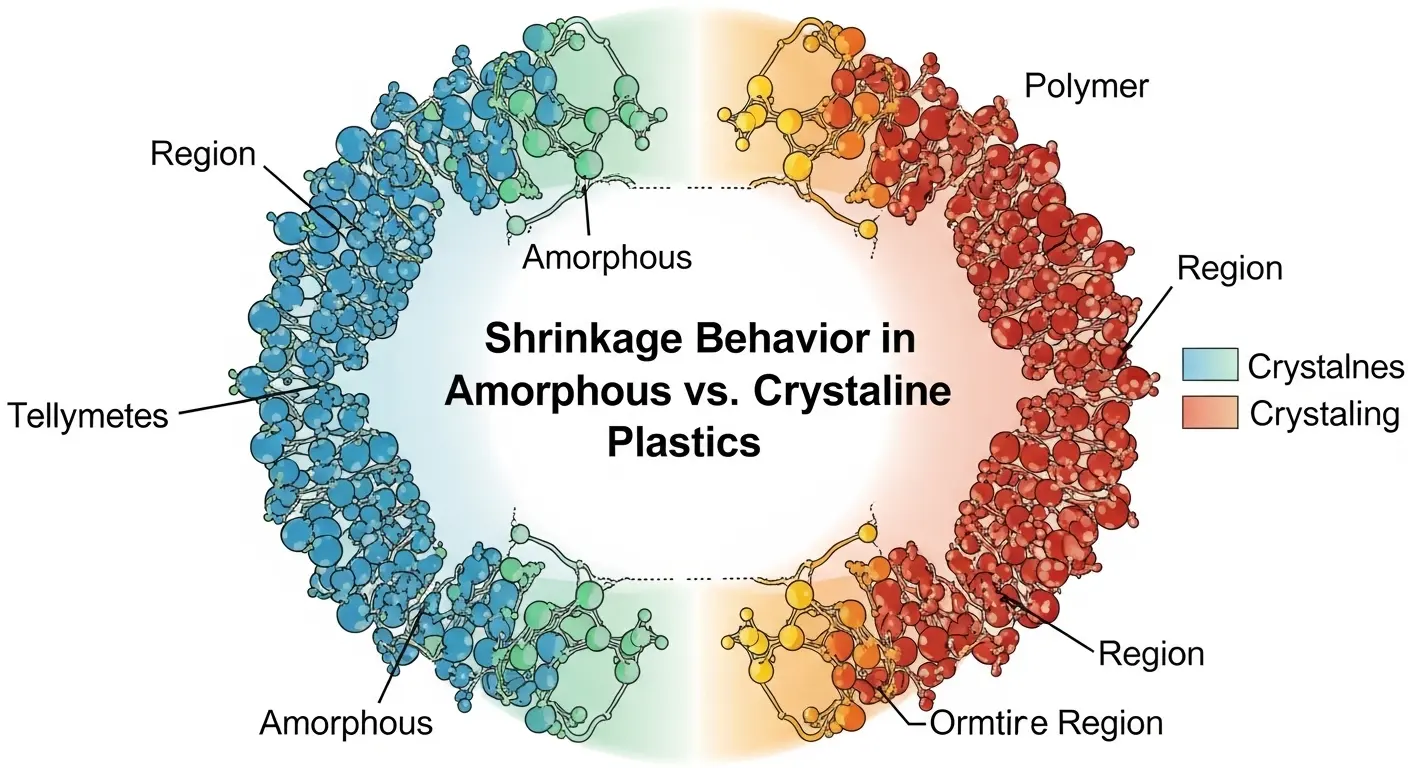
لكل بوليمر معدل انكماش محدد، عادة ما يعبر عنه كنسبة مئوية. البلاستيك غير المتبلور مثل ABS أو البولي كربونات (PC) له معدلات انكماش منخفضة (حوالي 0.5٪)، مما يجعلها سهلة التثبيت نسبيا على تسامحا محكما. على النقيض من ذلك، فإن البلاستيك البلوري مثل البولي بروبيلين (PP) أو PEEK له معدلات انكماش أعلى وأكثر تطايرا (1.5٪ إلى 3.0٪).
اختيار المواد يتضمن أيضا استخدام الحشوات. إضافة ألياف الزجاج أو حشوات الكربون يمكن أن يقلل من الانكماش ويزيد من استقرار الأبعاد. ومع ذلك، فإن الحشوات تدخل أيضا عدم التوازن الطبيعي، مما يعني أن الجزء ينكمش بشكل مختلف في اتجاه التدفق مقارنة بالتدفق. إذا لم يأخذ فريق الهندسة هذا الانكماش الاتجاهي في الاعتبار، فإن الجزء سينحني أو يخرج عن التحمل فور القذف.
3. دقة الأدوات واختيار الفولاذ
يجب أن يصنع القالب نفسه بدقة أعلى من الجزء الذي ينتجه. للحصول على تفاوتات دقيقة في قوالب حقن البلاستيك، غالبا ما يعمل صانع الأدوات حتى $\pm 0.005$ مم. يتطلب هذا المستوى من الدقة فولاذا عالي الجودة مثل S136 أو H13، الذي يوفر صلابة ممتازة وموصلية حرارية.
إدارة الحرارة داخل الأداة لا تقل أهمية عن ذلك. تستخدم القوالب الدقيقة التبريد التوافقي—قنوات التبريد التي تتبع شكل الجزء—لضمان إزالة الحرارة بشكل منتظم. إذا كان أحد جانبي القالب أكثر حرارة حتى 5°C من الآخر، فإن عدم التوازن الحراري الناتج سيؤدي إلى انكماش الجزء بشكل غير متساو. تستخدم غرفة أدوات SunOn آلات CNC عالية السرعة وأجهزة Sodick EDM لتحقيق الدقة تحت الميكرون المطلوبة لهذه القوالب عالية الأداء.
4. التحكم في المعالجة والتشكيل العلمي
حتى القالب المثالي يمكن أن ينتج أجزاء غير متسامحة إذا كانت عملية التشكيل غير مستقرة. عوامل مثل ضغط الحقن، درجة حرارة الانصهار، و"وقت الثبات" تحدد كمية البلاستيك المضغوطة في التجويف. إذا تقلب الضغط بنسبة 1٪ فقط، ستتغير وزن القطعة وأبعادها.
هنا يصبح التشكيل العلمي لتفاوتات دقيقة" ضروريا. بدلا من الاعتماد على حدس المشغل، يستخدم التشكيل العلمي حساسات داخل القالب لمراقبة ضغط ودرجة حرارة التجويف في الوقت الحقيقي. من خلال إنشاء "نافذة عمليات" قوية، يضمن المصنعون أن كل جزء ينتج مطابق للجزء الأول.
كيف يضمن التصميم من أجل قابلية التصنيع الدقة
التصميم من أجل قابلية التصنيع (DFM) هو الجسر بين التصميم النظري والجزء الوظيفي. عندما يقدم قائد مصادر أو مهندس منتج ملف CAD، يقوم فريقنا بمراجعة شاملة لتحديد "قاتلي التسامح". نبحث عن الزوايا الحادة التي تخلق عوامل تركيز للضغط وأضلاع عميقة قد تعلق في القالب.
واحدة من أكثر استراتيجيات DFM فعالية للدقة هي استخدام التصميم "الآمن للفولاذ". هذا يعني أن المهندسين يصممون القالب بحيث تبدأ الأبعاد الحرجة "صغيرة" للثقوب أو "كبيرة" للأعمدة الصغيرة. بعد التجربة الأولى (T1)، نقيس الأجزاء. إذا كان البعد خارج التحمل، يمكننا بسهولة إزالة بضعة ميكرونات من الفولاذ من القالب لإدخال الجزء ضمن المواصفات. إزالة المعدن أسهل وأرخص بكثير من إضافته (مما يتطلب اللحام أو إعادة قطع التجويف بالكامل).
تدمج عملية DFM لدينا أيضا رؤى من دليل 2k لتشكيل الحقن. عند تشكيل مادتين مختلفتين معا، تتطلب واجهة الربط تحكما استثنائيا في التحمل لمنع التسرب أو الفشل الهيكلي. من خلال تنسيق انكماش بوليمرين مختلفين في نفس الوقت، نساعد مؤسسي الأجهزة على تجنب مشاكل التجميع التي تعاني منها الأجهزة متعددة المكونات.
دور التشكيل العلمي في التسامحات المحكمة
التشكيل العلمي هو نهج قائم على البيانات يعامل آلة التشكيل بالحقن كأداة علمية وليس مجرد مكبس بسيط. لتحقيق تحولات دقيقة، نتبع عملية من أربع مراحل تفصل مراحل الحشو، والتعبئة، والثبات. هذا يسمح لنا بالتحكم الدقيق في كمية المادة التي تدخل التجويف وكيف تتصلب.
- دراسة اللزوجة: نحدد سرعة الحقن المثلى حيث تكون لزوجة البلاستيك أكثر استقرارا.
- دراسة توازن التجويف: نتأكد من أنه في قالب متعدد التجاويف، يمتلئ كل التجويف بنفس المعدل بالضبط.
- دراسة انخفاض الضغط: نتحقق من أن الجهاز لديه ضغط كاف لملء القالب دون أن "ينتهي السطح".
- دراسة تجميد البوابة: نحدد بالضبط متى يتصلب البلاستيك في البوابة، لضمان عدم "تدفق العائد" من التجويف، مما قد يسبب انخفاضا في الأبعاد.
من خلال إتقان هذه المتغيرات، يمكننا الحفاظ على تحولات الحقن الدقيق عبر ملايين الدورات. وهذا مهم بشكل خاص لعملية التشكيل بالحقن 2k حيث تعتمد الطلقة الثانية على دقة أبعاد الطلقة الأولى لتشكيل ختم مثالي.
التحقق: قياس الدقة باستخدام CMM والأدوات البصرية
<الشكل class="wp-block-image size-large">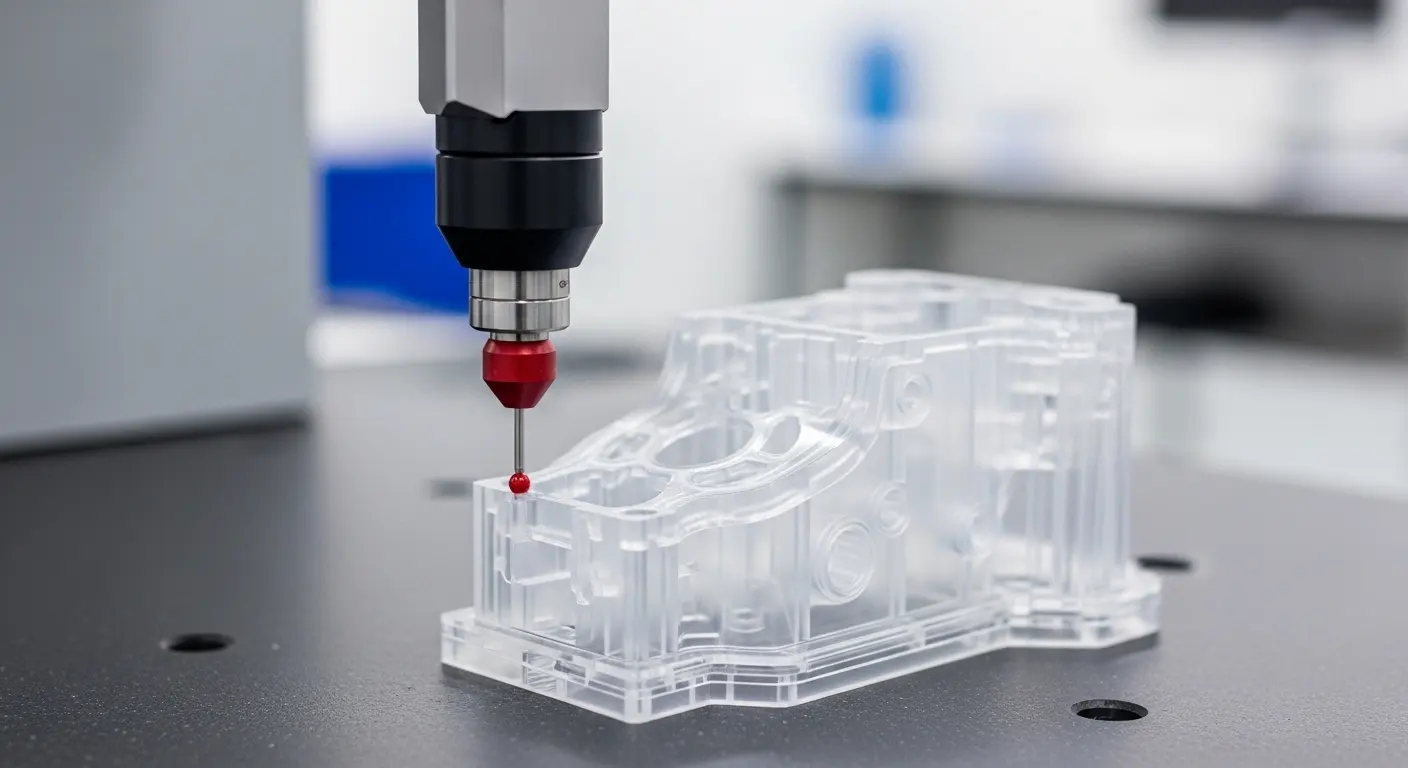
لا يمكنك تحقيق ما لا يمكنك قياسه. في التصنيع عالي الدقة، يعد مختبر ضمان الجودة (QA) مهما بقدر أهمية أرضية الإنتاج. للتحقق من التسامحات الدقيقة في قوالب حقن البلاستيك، نستخدم آلات قياس الإحداثيات (CMM) وأنظمة الرؤية (آلات القياس البصرية).
يستخدم CMM مجبارا حساسا لرسم خريطة إحداثيات X وY وZ لجزء ما، ومقارنتها بنموذج CAD الأصلي. بالنسبة للأجزاء ذات الميزات الصغيرة أو المواد اللينة التي قد تتشوه تحت المسبار، نستخدم أنظمة بصرية غير تلامسية. توفر هذه الأدوات "خريطة حرارية" للقطعة، توضح بالضبط أين انحرافها عن التصميم الاسمي. يتم إرسال هذه البيانات إلى فريق الأدوات لضبط القالب النهائي، مما يضمن أن "العينة الذهبية" مثالية حقا.
أسئلة متكررة
ما هو أشد تحمل ممكن في القولبة بالحقن؟
أشد تحمل لتشكيل الحقن الدقيق عادة هو $\pm 0.025$ مم للأجزاء الصغيرة والمستقرة. بينما يمكن تحقيق $\pm 0.01$ mm في بيئات غرف نظيفة متخصصة للغاية مع راتنجات عالية الجودة مثل PEEK، إلا أنها تتطلب تحكما هائلا في البيئة والعملية، مما يزيد بشكل كبير من تكلفة كل جزء.
كيف يؤثر اختيار المادة على تحمل القطعة؟
المواد غير المتبلورة (مثل PC أو ABS) لها انكماش أقل وأكثر قابلية للتنبؤ مقارنة بالمواد البلورية (مثل النايلون أو PP). وبالتالي، من الأسهل بكثير الحفاظ على تفاوتات محكمة مع البلاستيك غير المتبلور. إذا كانت قطعتك تتطلب دقة، غالبا ما يوصي المهندسون باستخدام راتنج غير محدد الشكل مملوء بالزجاج لتعظيم الاستقرار الأبعادي.
ما هو تصميم قالب "Steel-safe"؟
التصميم الآمن للفولاذ هو استراتيجية يتم فيها تصنيع القالب عمدا لترك كمية صغيرة من المعدن في المناطق التي قد تحتاج إلى تعديل. بعد تجربة T1، إذا كان الجزء كبيرا جدا أو صغيرا جدا، يمكن لصانع الأدوات "ضبط" القالب عن طريق إزالة زيادات صغيرة من الفولاذ. هذه ممارسة قياسية لتحقيق دقة تحمل دون خطر تفكيك القالب.
لماذا التسامح الصارم أغلى؟
تتطلب التسامحات الدقيقة فولاذ أدوات عالي الجودة، وتشغيل أكثر دقة (مثل EDM بالأسلاك البطيئة)، ومراقبة جودة أكثر دقة. علاوة على ذلك، غالبا ما يتطلب التشكيل الدقيق أوقات دورة أبطأ لضمان تبريد الجزء بشكل متساو تماما، مما يزيد من الجهد ووقت الآلة المخصص لكل جزء.
هل يؤثر حجم القطعة على القدرة على الحفاظ على تفاوتات دقيقة؟
نعم، التسامح عادة ما يتناسب مع حجم القطعة. تحقيق توازن $\pm 0.02$ مم أسهل بكثير على مكون بحجم عملة مقارنة بمقطع بحجم صدام سيارة. توفر معظم المعايير الدولية، مثل ISO 20457، مقياس منزلق للتفاوتات بناء على البعد الاسمي.
هل يمكن لتشكيل 2K تحقيق تفاوتات دقيقة؟
نعم، يمكن لتشكيل 2K (ذو ضربتين) تحقيق تساميحات دقيقة جدا، لكنه يتطلب نهج مخصص 2k في دليل الحقن اليدوي. يجب تثبيت الجزء الأول بدقة عالية لأنه يعمل ك "قالب" للمادة الثانية. أي خطأ في الطلقة الأولى سيزداد في الثانية.
هل لديك مشروع عالي الدقة يتطلب تحكم خبير في التسامح؟ في SunOn، نحن متخصصون في الهندسة التي يقودها DFM لأكثر التطبيقات تطلبا. تواصل معنا اليوم لمراجعة احترافية ل DFM أو لطلب عرض سعر لمشروعك في التشكيل ذو التحمل الضيق. فريقنا الهندسي في دونغقوان جاهز لمساعدتك على الانتقال من النموذج الأولي إلى الإنتاج الضخم الدقيق.