
اللحام والطلاء بالبودرة: أفضل الممارسات للمتانة
اللحام والطلاء البودري يمثلان المعيار الذهبي لصنع مكونات صناعية تتحمل اختبار الزمن والإجهاد البيئي. عندما تنفذ هاتان العمليتان بدقة، تخلقان رابطة تآزرية توفر مقاومة لا مثيل لها للتآكل وجاذبية جمالية. ومع ذلك، فإن تحقيق هذا المستوى من المتانة يتطلب أكثر من مجرد خرزة قوية وبندقية رذاذ. يتطلب فهما عميقا لعلم المعادن، وكيمياء الأسطح، والتفاعلات الفيزيائية بين المناطق المتأثرة بالحرارة وراتنجات البوليمر. يستعرض هذا الدليل التقنيات المتطورة المطلوبة لإتقان الانتقال من طاولة اللحام إلى فرن الطلاء.
لماذا تعتبر العلاقة بين اللحام وطلاء البودرة أمرا حاسما للمتانة؟
<الشكل class="wp-block-image size-large">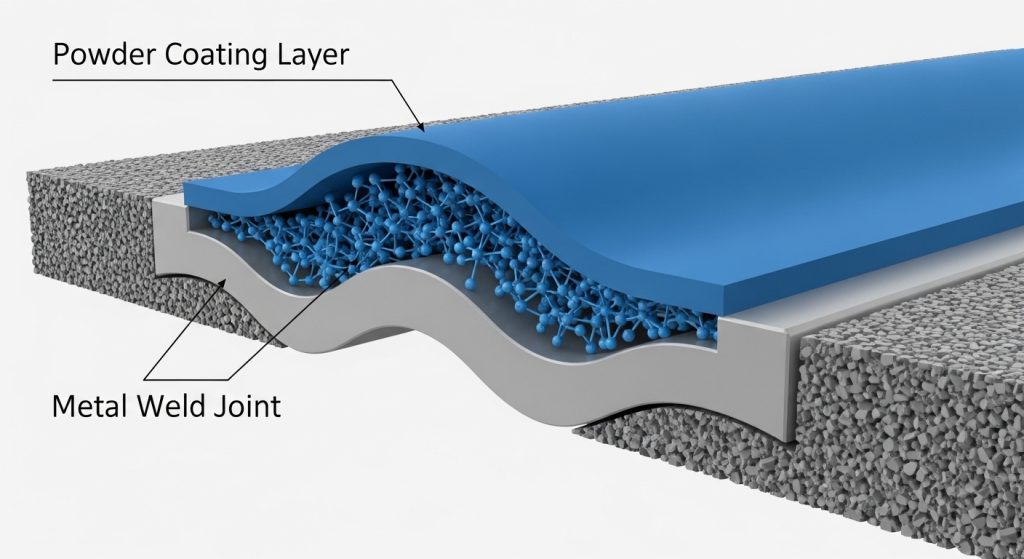
العلاقة بين اللحام والطلاء بالبودرة أمر بالغ الأهمية لأن جودة اللحام تحدد بشكل مباشر نجاح التصاق الطلاء وطول عمره. اللحامات غير المنتهية بشكل صحيح تحتوي على ملوثات وخبث ومسامية تسبب فشل الطلاء المبكر. يضمن الانتقال السلس بقاء الطبقة الواقية سليمة تحت الضغط الميكانيكي والبيئي.
في التصنيع الاحترافي، اللحام ليس ميزة مستقلة؛ بل هو الأساس للتشطيب النهائي. إذا كان اللحام مساميا أو يحتوي على غازات محبوسة، فإن حرارة فرن الطلاء البودرة - عادة ما تتراوح بين 375° فهرنهايت إلى 400 درجة فهرنهايت - ستسبب تمدد تلك الغازات. وهذا يؤدي إلى "خروج الغازات"، مما يخلق فقاعات أو ثقوب صغيرة غير جميلة في التشطيب. بالنسبة للمشاريع عالية الدقة، مثل تلك التي تتضمن أجزاء القالب المصنوع من الألمنيوم، فإن ضمان لحام كثيف وغير مسامي هو الخطوة الأولى لمنع الفشل النظامي.
علاوة على ذلك، تؤثر هندسة الوصلة الملحومة على تأثير "قفص فاراداي" أثناء عملية الرش الكهروستاتيكي. الزوايا الضيقة أو التجاويف العميقة الناتجة عن اللحامات المعقدة يمكن أن تبعد البودرة، مما يجعل المعدن عرضة للصدأ للخطر. فهم هذه التفاعلات القائمة على الفيزياء هو ما يميز القطعة القياسية عن المكون الصناعي المصمم لعقود من الخدمة.
ما هي أفضل تقنيات اللحام للأجزاء المخصصة للطلاء البودري؟
<الشكل class="wp-block-image size-large">
أفضل تقنيات اللحام لطلاء المسحوق تشمل استخدام اللحام القوسي بالتونجستن الغازي (TIG) للدقة والتنظيف البسيط أو اللحام بالقوس المعدني الغازي (MIG) مع غازات حماية محددة لتقليل التناثر. إعطاء الأولوية للخرز النظيف والمستمر على اللحامات المتقطعة "اللاتس" يمنع احتجاز الرطوبة ويضمن سطحا موحدا لتثبيت الراتنج.
اختيار العملية المناسبة غالبا ما يعتمد على المادة وسرعة الإنتاج المطلوبة. إليكم تحليلا لكيفية تأثير التقنيات المختلفة على النهاية النهائية:
لحام TIG (GTAW) من أجل جماليات متفوقة
غالبا ما يفضل اللحام بتقنية TIG للأعمال المعدنية عالية الجودة لأنه ينتج وصلات نظيفة للغاية وخالية من الخبث. ونظرا لعدم وجود تدفق متورط، فإن خطر التلوث الكيميائي أقل بكثير. بالنسبة للمكونات التي تتطلب خدمة تشغيل CNC بعد اللحام، يوفر TIG الدقة اللازمة للحفاظ على تفاوتات دقيقة دون الحاجة إلى طحن مفرط.
لحام MIG (GMAW) للكفاءة والقوة
يعد لحام MIG الحصان العامل الرئيسي في التجميع الصناعي. ومع ذلك، فإنه يخلق المزيد من "الرش"—كرات صغيرة من المعدن المنصهر تلتصق بالسطح المحيط. إذا لم تزال هذه القطع، فإنها تخلق "بثور" تحت طبقة البودرة. لتحسين MIG للطلاء:
- استخدم خليط غاز درع عالي الأرجون لتقليل التناثر.
- تجنب بخاخات مكافحة الرش المصنوعة من السيليكون؛ هذه "سم" للالتصاق بطلاء البودرة.
- تأكد من أن توصيل الأسلاك متسق لتجنب "الدورات الباردة" حيث لا يمكن للمسحوق اختراقه.
| ميزة | لحام TIG | لحام |
| MIG نظافة | ممتازة (بدون خبث) | متوسط (تناثر) |
| سرعة | أبطأ | |
| وقت تنظيف | أسرعأقل | |
| ومعمارية | صناعي، قوي |
كيف يجب تحضير وصلات ملحومة قبل تطبيق طلاء البودرة؟
يتطلب تحضير الوصلات الملحومة عملية من ثلاث مراحل: الطحن الميكانيكي لإزالة الشفرات والرش، إزالة الشحوم بشكل شامل للتخلص من الزيوت، والمعالجة الكيميائية المسبقة لإنشاء طلاء تحويلي. يضمن هذا التنظيف الدقيق ارتباط المسحوق كيميائيا وميكانيكيا بالمعدن، مما يمنع "زحف" التآكل تحت التشطيب.
تحضير الأسطح هو 90٪ من العمل في أي مشروع طلاء. بالنسبة للتجميعات الملحومة، تخضع "المنطقة المتأثرة بالحرارة" (HAZ) لتغيرات جزيئية يمكن أن تؤثر على كيفية تكوين الأكاسيد.
التحضير الميكانيكي
يجب فحص كل خرزة لحام بحثا عن حواف حادة. الطلاء البودري يسحب بشكل طبيعي بعيدا عن الزوايا الحادة أثناء عملية التصلب (وهي ظاهرة تسمى "سحب الحافة"), مما يجعل المعدن رقيقا ومكشوفا.
- الطحن: استخدم قرص جريت فلاب 60-80 لتنعيم ملف اللحام.
- حواف نصف القطر: تأكد من أن جميع الزوايا الحادة مدورة إلى نصف قطر لا يقل عن 2 مم.
- إزالة الرش: استخدم إزميل أو عجلة سلكية لضمان أن يكون المعدن الأساسي مستويا تماما.
المعالجة الكيميائية المسبقة
بعد التنظيف الميكانيكي، يجب أن تخضع الأجزاء — خاصة تلك من خطوط إنتاج قطع الغيار المعدنية قطع الغسيل المعدني — لغسيل متعدد المراحل. عادة ما يشمل ذلك منظفا قلويا لإزالة زيوت الورش وحمام مكواة أو فوسفات الزنك. تعمل هذه الطبقة الكيميائية كمرساة للمسحوق وتوفر خط دفاع ثانوي إذا تعرض الطلاء للخدش.
نصيحة: إذا كنت تعمل بلحامات الألمنيوم، استخدم دائما مزيل أكسدة. يشكل الألمنيوم طبقة "سموث" أو أكسيد تقريبا فور اللحام تمنع الالتصاق البودرة.
ما هي عيوب اللحام الشائعة التي تسبب فشل طلاء البودرة؟
تشمل عيوب اللحام الشائعة التي تسبب الفشل المسامية التي تؤدي إلى خروج فقاعات الغازات، والخبث المحبوس الذي يمنع الطلاء من التصاق بالمعدن. كما أن تدفق اللحام المتبقي أو عوامل مكافحة الرش القائمة على السيليكون تسبب أيضا "عيون السمكة" أو حفر في الطلاء النهائي، لأنها غير متوافقة كيميائيا مع راتنجات المسحوق.
فهم هذه الإخفاقات ضروري للحفاظ على خط إنتاج عالي الجودة.
مشكلة تفريغ الغازات
الخروج من الغازات هو "القاتل الصامت" للطلاء البودري. عندما يكون اللحام مساميا — أي يحتوي على جيوب هواء داخلية صغيرة — تحتوي تلك الجيوب على الهواء والرطوبة. عندما يدخل الجزء فرن التجفيف بدرجة حرارة 400°F، يتمدد الهواء ويدفع نفسه للخروج عبر المسحوق المنصهر.
- الحل: استخدم برايمر مسحوق "OOG" (Exinging Gagiving). تبقى هذه البادئات "مفتوحة" لفترة أطول داخل الفرن، مما يسمح للغازات بالخروج قبل أن تختم السطح النهائي.
- التسخين المسبق: ضع الجزء الملحوم في الفرن لمدة 30 دقيقة قبل الطلاء ل"طهي" الغازات.
تلوث الخبث والتدفق
إذا كنت تستخدم لحام العصا (SMAW) أو لحام التدفق (FCAW)، فإن التدفق يترك طبقة زجاجية على اللحام. إذا بقيت حتى كمية مجهرية، سيلتصق المسحوق بالخبث بدلا من المعدن. عندما يهتز الجزء أو يتعرض للتمدد الحراري، ينفصل الخبث ويأخذ الطلاء معه. لهذا السبب عادة ما تتجنب مكونات قالب القالب المصنوع من سبيكة الزنك الألو-زنك عمليات اللحام ذات التدفق الثقيل.
كيف تؤثر أنواع المعادن المختلفة على عملية اللحام والطلاء؟
أنواع المعادن المختلفة، مثل الفولاذ الكربوني، والألمنيوم، والفولاذ المقاوم للصدأ، تتطلب حشوات لحام فريدة ومواد كيميائية معالجة مسبقة لضمان المتانة. الفولاذ الكربوني عرضة للأكسدة السريعة (الصدأ)، بينما يتطلب الألمنيوم ترددات لحام بالتيار المتردد وتحويلات خالية من الكرومات لمنع تقشير المسحوق في البيئات الرطبة.
فولاذ كربوني
هذه هي المادة الأكثر شيوعا في التجميعات الملحومة. من السهل اللحام لكنه يتطلب أقوى حماية من التآكل. غالبا ما ينصح باستخدام برايمر مسحوق غني بالزنك فوق وصلات اللحام قبل الطبقة النهائية لللون.
الألمنيوم وسبائك القالب المصبوب
"اللحام مكونات قوالب الصب بالقالب أو بثقات الألمنيوم يتطلب إدارة عالية في التوصيل الحراري. الألمنيوم أيضا أكثر عرضة للخروج من الغازات لأن المعادن المصبوبة أكثر مسامية بطبيعتها من الفولاذ المدرفل.
- رؤية خبيرة: عند لحام الألمنيوم للطلاء، استخدم قضيب الحشو 4043 بدلا من 5356 إذا كان الجزء سيتعرض لتجفيف مسحوق عالي الحرارة، حيث يمكن أن يصبح 5356 حساسا أحيانا لتآكل الإجهاد.
ما هي معايير الصناعة لاختبار الوصلات المطلية الملحومة؟
<الشكل class="wp-block-image size-large">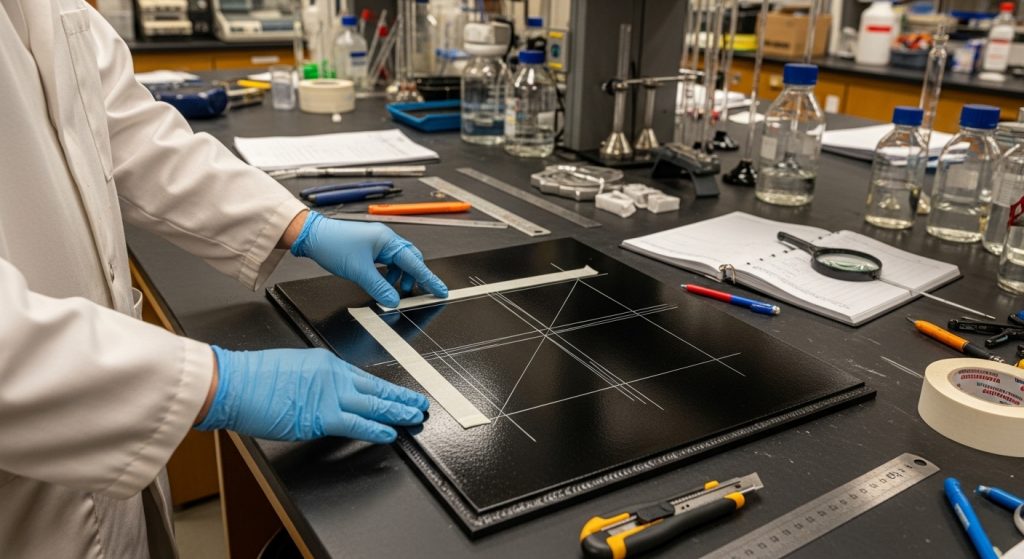
تشمل معايير الصناعة للاختبار اختبار الالتصاق عبر الفتحات (ASTM D3359)، واختبار رش الملح (ASTM B117)، واختبار مقاومة الصدمات. تضمن هذه البروتوكولات أن الرابط بين اللحام، والمنطقة المتأثرة بالحرارة، وطلاء البودرة يمكنه تحمل التشوه الميكانيكي والأجواء المآكلية دون الحاجة إلى إزالة الصفائح.
لضمان أن تفي أجزائك بمعايير الجودة العالمية، قم بتنفيذ هذه الاختبارات بانتظام:
- اختبار الفتحة المتقاطعة: قطع شبكة داخل الطلاء وتطبيق شريط خاص لمعرفة ما إذا كانت أي "مربعات" من الطلاء قد تنفع. هذا هو الاختبار النهائي لتحضير الأسطح.
- اختبار ثني الماندرل: ثني عينة ملحومة مطلية على نصف قطر معين لمعرفة ما إذا كان الطلاء يتشقق. هذا يختبر مرونة الراتنج.
- اختبار رش الملح: وضع الأجزاء في غرفة مملوءة بضباب الملح لمدة تتراوح بين 500 إلى 2000 ساعة. إذا ظهر الصدأ في وصلة اللحام قبل الوقت المحدد، فإن تقنية المعالجة أو اللحام معيبة.
| اسم الاختبار | ASTM القياسي | ما يقيس |
| D3359 | قوة الالتصاق | |
| رذاذ الملح | B117 | مقاومة التآكل |
| MEK Rub | D4752 | درجة |
| التصلب اختبار تأثير | الطلاءD2794 | الصلابة |
كيف يمكن تحقيق تشطيب "عرض الجودة" على اللحامات الصناعية؟
تحقيق تشطيب عالي الجودة يتطلب "هيكل" للمعدن. يشمل ذلك طحن اللحامات بالتساوي، واستخدام حشوات معدنية عالية الحرارة لملء أي حفر، وتطبيق عملية مسحوق متعددة المراحل تشمل البرايمر، والطبقة الأساسية، والطبقة الشفافة. يخفي هذا النهج الطبيعة "الصناعية" للحام مع الحفاظ على السلامة الهيكلية.
يعتقد معظم الناس أن الطلاء البودري يخفي العيوب. في الواقع، غالبا ما تبرز العملية الكهروستاتيكية هذه الموارد. إذا كنت تريد انتقالا سلسا تماما بين أنبوبين ملحومتين:
-
من
- الرمل إلى 180 درجة من الحصى: لا تتوقف عند الجهد الخشن. صنفرة منطقة اللحام إلى 180 درجة خشونة تضمن عدم ظهور أنماط الخدش من خلال اللمعان.
- الحشوات الموصلة: استخدم حشوات إيبوكسي متخصصة ومقدرة للحرارة يمكنها توصيل الكهرباء. البوندو التقليدي يعمل كعازل، والمسحوق لا يلتصق به.
- "الخبز المزدوج": ضع طبقة برايمر، ثم تصلفه جزئيا (المعالجة الخضراء)، ثم ضع الطبقة العلوية وقم بتجاويف كامل. هذا يوفر "بناء" أكثر سمكا يعادل الشوائب السطحية.
من خلال اتباع هذه الممارسات المثلى، يمكن للمصنعين ضمان أن سير عمل اللحام والطلاء البودرة لديهم ينتج أجزاء ليست فقط مذهلة بصريا، بل تكاد تكون غير قابلة للتدمير في الميدان. سواء كنت تعمل على هياكل هيكلية ضخمة أو إطارات معقدة أجزاء ختم معدنية، فإن دمج اللحام الخبير والطلاء الاحترافي هو العلامة النهائية على الجودة.